You might also like
- Banco de Venezuela, S.A Banco Universal: RIF G 20009997-6Document1 pageBanco de Venezuela, S.A Banco Universal: RIF G 20009997-6Jm AparicioNo ratings yet
- Calculo de Unidades de DescargaDocument1 pageCalculo de Unidades de DescargaJohel SánchezNo ratings yet
- Rúbrica Evaluación TFM MFPDocument2 pagesRúbrica Evaluación TFM MFPJm AparicioNo ratings yet
- Métodos VolumétricosDocument29 pagesMétodos VolumétricosRodolfo ColochoNo ratings yet
- MapaDocument1 pageMapaJm AparicioNo ratings yet
- Para El Análisis de RiesgosDocument2 pagesPara El Análisis de RiesgosJm AparicioNo ratings yet
- Proy Edif 29Document2 pagesProy Edif 29Jm AparicioNo ratings yet
- ExplicacionDocument3 pagesExplicacionJm AparicioNo ratings yet
- Guia Riesgos Min PeDocument104 pagesGuia Riesgos Min PeDennis MendozaNo ratings yet
- TFM MartinezRosales DemocraciaDocument49 pagesTFM MartinezRosales DemocraciaJm AparicioNo ratings yet
- 01 Estado de La Cuestión (2012)Document17 pages01 Estado de La Cuestión (2012)Cristian Camilo Preciado PalaciosNo ratings yet
- Mapa Conceptual Riesgos en Mineria Bajo TierraDocument2 pagesMapa Conceptual Riesgos en Mineria Bajo TierraMarlene Figueroa CacuaNo ratings yet
- Decreto 1335 1987Document38 pagesDecreto 1335 1987J González Mercado100% (1)
- TFM MartinezRosales DemocraciaDocument49 pagesTFM MartinezRosales DemocraciaJm AparicioNo ratings yet
- TFM MartinezRosales DemocraciaDocument49 pagesTFM MartinezRosales DemocraciaJm AparicioNo ratings yet
- La Excelencia Como Nueva Competencia GlobalDocument13 pagesLa Excelencia Como Nueva Competencia GlobalGioconda ManzaneroNo ratings yet
- Manual Maestro ConstrucorDocument122 pagesManual Maestro ConstrucorAlberto Garro PeraltaNo ratings yet
- La Medición de La CalidadDocument4 pagesLa Medición de La CalidadIrigoin CesarNo ratings yet
- Pensamiento EstratégicoDocument10 pagesPensamiento EstratégicoluisNo ratings yet
- Validación Del Instrumento MaestriaDocument8 pagesValidación Del Instrumento MaestriaJm AparicioNo ratings yet
- Informe de IncineradoresDocument13 pagesInforme de IncineradoresJm AparicioNo ratings yet
- Gestión de Recursos HumanoDocument3 pagesGestión de Recursos HumanoJm AparicioNo ratings yet
- C Programming in LinuxDocument4 pagesC Programming in Linuxjorge1961No ratings yet
- La Excelencia Como Nueva Competencia GlobalDocument13 pagesLa Excelencia Como Nueva Competencia GlobalGioconda ManzaneroNo ratings yet
- Lectura Sugerida 1 Evaluación de DesempeñoDocument7 pagesLectura Sugerida 1 Evaluación de DesempeñoJm AparicioNo ratings yet
- Gestión de Recursos HumanoDocument3 pagesGestión de Recursos HumanoJm AparicioNo ratings yet
- Impacto Ambiental2Document10 pagesImpacto Ambiental2Jm AparicioNo ratings yet
- Taller 2Document3 pagesTaller 2Pedro BerrioNo ratings yet
- ACFrOgBCBhPU1TcPVbLSzCeJr3tMNzBps4UW1lWKa5d9xggIH n5Yhvf5-I76y8LCN4HOnt4j 1vrIy7ecjDqNHe3USiRD8hQAU-77OUDzd8m5hlXSru8Z7aYqYSbfI PDFDocument8 pagesACFrOgBCBhPU1TcPVbLSzCeJr3tMNzBps4UW1lWKa5d9xggIH n5Yhvf5-I76y8LCN4HOnt4j 1vrIy7ecjDqNHe3USiRD8hQAU-77OUDzd8m5hlXSru8Z7aYqYSbfI PDFJm AparicioNo ratings yet
- Aquí Está La Solución POKA YOKEDocument10 pagesAquí Está La Solución POKA YOKEFacilitador UnadNo ratings yet
- Control Estadístico de CalidadDocument31 pagesControl Estadístico de CalidadChristopher FriasNo ratings yet
- Shigeo ShingoDocument5 pagesShigeo ShingoawesoNo ratings yet
- Lean Manufacturing UNMSMDocument154 pagesLean Manufacturing UNMSMFredy Jesus Quispe ValverdeNo ratings yet
- Maestro de La Calidad Shigeo ShingoDocument16 pagesMaestro de La Calidad Shigeo ShingoAlexis RuizNo ratings yet
- 2 Control de CalidadDocument23 pages2 Control de CalidadVanessa Manrique EspinozaNo ratings yet
- Shigeo ShingoDocument9 pagesShigeo ShingoJhon Yun On RodriguezNo ratings yet
- Act 4Document15 pagesAct 4Yaraldine Cruz Medina.No ratings yet
- Proyecto Final Avance Semana 2Document11 pagesProyecto Final Avance Semana 2ISAIAS ZUÑIGA NUÑEZNo ratings yet
- Shigeo ShingoDocument16 pagesShigeo ShingoLAURA PATRICIA GUERRERO HERNANDEZNo ratings yet
- Poka YokeDocument4 pagesPoka YokeXoc BeuvexNo ratings yet
- Aportaciones A La CalidadDocument3 pagesAportaciones A La CalidadJose Romero PerezNo ratings yet
- Tarea U3 - Velasco Perez Jorge AlejandroDocument31 pagesTarea U3 - Velasco Perez Jorge AlejandroJuan GutiérrezNo ratings yet
- Manufactura DelgadaDocument6 pagesManufactura DelgadaJuan BonillaNo ratings yet
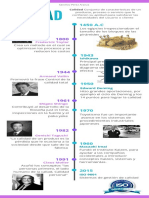
- Linea de Tiempo CalidadDocument1 pageLinea de Tiempo Calidadtata galviz100% (1)
- Enseñanzas de Shigeo ShingoDocument13 pagesEnseñanzas de Shigeo ShingoPaul MataNo ratings yet
- Shigueo ShingoDocument18 pagesShigueo ShingoNallely HernandezNo ratings yet
- Biografía del Dr. ShingoDocument13 pagesBiografía del Dr. ShingoNico RochaNo ratings yet
- Poka YokesDocument13 pagesPoka YokesjderivasNo ratings yet
- Historia de la calidad desde los egipcios hasta la actual ISO 9001Document1 pageHistoria de la calidad desde los egipcios hasta la actual ISO 9001Aranza SánchezNo ratings yet
- Sesión 6 Smed UpnDocument61 pagesSesión 6 Smed UpnSarelía YJ PímentelNo ratings yet
- Antecedentes de La Ingenieria de TrabajoDocument9 pagesAntecedentes de La Ingenieria de Trabajogeovanny sinahi santos avelinoNo ratings yet
- Preparacion y HerramentalDocument22 pagesPreparacion y HerramentalIrwing GioOvanny MNo ratings yet
- Shigeo ShingoDocument8 pagesShigeo Shingoalan alvaradoNo ratings yet
- Estrategias ExpoDocument13 pagesEstrategias ExpoLuis Adrian Gonzalez QuiñonezNo ratings yet
- Poka Yoke Dispositivos A Prueba de ErrorDocument50 pagesPoka Yoke Dispositivos A Prueba de ErrorRafa Vargas EncarnacionNo ratings yet
- Poka YokeDocument2 pagesPoka Yokegeek66613No ratings yet
- Antecedentes y Filosofías de La CalidadDocument25 pagesAntecedentes y Filosofías de La CalidadCesar Gonzalez PonceNo ratings yet
- Precursor ShigeoDocument24 pagesPrecursor ShigeoWendy GarciaNo ratings yet
- CTDC PDFDocument66 pagesCTDC PDFVania VeraNo ratings yet