You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Montacargas KalmarDocument974 pagesMontacargas KalmarJohn MkCito KI100% (12)
- Technical Manual 2011Document170 pagesTechnical Manual 2011Aniie VaronaNo ratings yet
- EstimateDocument1 pageEstimateAlemar Soriano MalintadNo ratings yet
- A Mini-Project Report Course Code: 17AE4DCAP-I: "Model of Air-Compressor Using A Syringe"Document9 pagesA Mini-Project Report Course Code: 17AE4DCAP-I: "Model of Air-Compressor Using A Syringe"Shreya Giri0% (1)
- Posi Test atDocument5 pagesPosi Test atsudhir5441No ratings yet
- Dokumen - Tips Pegson Jaw Crusher Service ManualDocument5 pagesDokumen - Tips Pegson Jaw Crusher Service ManualvincentNo ratings yet
- Service Manual - Siau282005ea - Rza(s) - C (1) (2) V (Y) 1Document298 pagesService Manual - Siau282005ea - Rza(s) - C (1) (2) V (Y) 1jpj54ktqjdNo ratings yet
- Products: Ambient Monitors RAC 3-Gas SamplerDocument3 pagesProducts: Ambient Monitors RAC 3-Gas SamplerJuanEspNo ratings yet
- Level Based Training OutlineDocument11 pagesLevel Based Training OutlinesureshchitraNo ratings yet
- BD Tournaire Extraction Fiche UK 2019Document2 pagesBD Tournaire Extraction Fiche UK 2019Diego ArroyaveNo ratings yet
- 9 EÈ Ú ºÃ ÄÑ Ï°×ÊÁÏDocument80 pages9 EÈ Ú ºÃ ÄÑ Ï°×ÊÁÏnabil160874100% (2)
- PS Plugs and Connectors Brochure 2013Document16 pagesPS Plugs and Connectors Brochure 2013Bruno SantosNo ratings yet
- Weft MasterDocument20 pagesWeft MasterZulfikar Ari PrkzNo ratings yet
- Landscape Estimation of Doruvu Openspace Park at KanigiriDocument554 pagesLandscape Estimation of Doruvu Openspace Park at KanigiriAnji SunkaraNo ratings yet
- Catálogo Espesadores PDFDocument14 pagesCatálogo Espesadores PDFMax Gonzalez Cortes100% (1)
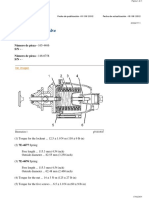
- Exhaust Bypass ValveDocument3 pagesExhaust Bypass ValveHugo CiprianiNo ratings yet
- Laser Tattoo Paper ENG PDFDocument1 pageLaser Tattoo Paper ENG PDFIgor Cece GigoNo ratings yet
- Technicalinfo 6066670Document2 pagesTechnicalinfo 6066670petriNo ratings yet
- Tungaloy - Cutting Tools PDFDocument1,252 pagesTungaloy - Cutting Tools PDFazb00178No ratings yet
- E125-97 MT Ref PhotosDocument2 pagesE125-97 MT Ref PhotosveluNo ratings yet
- 1x50 RM 2xHSYRaY (CTS)Document2 pages1x50 RM 2xHSYRaY (CTS)Rakib HasanNo ratings yet
- Dispersing Agents PDFDocument14 pagesDispersing Agents PDFalmasNo ratings yet
- Lesson: Conductivity, Melting, Boiling and Evaporation (Grade 6)Document34 pagesLesson: Conductivity, Melting, Boiling and Evaporation (Grade 6)Camille HugoNo ratings yet
- PALIMEX R - 855 Product Information PR00331304Document2 pagesPALIMEX R - 855 Product Information PR00331304Muhammad ThohirNo ratings yet
- Sewerage: Marie Raphelle T. DeloriaDocument11 pagesSewerage: Marie Raphelle T. DeloriaKyLa CeriaLes ÜNo ratings yet
- Eska Erg-Se Catalogue 19Document5 pagesEska Erg-Se Catalogue 19Meiller22No ratings yet
- Baldor-Maska Catalog (MM) - CA6001Document20 pagesBaldor-Maska Catalog (MM) - CA6001dark_followerNo ratings yet
- TL - 52337 (2015)Document8 pagesTL - 52337 (2015)Chloe ReyesNo ratings yet
- Robertson #3 Liq 2021 LiqDocument27 pagesRobertson #3 Liq 2021 LiqRenathielly Fernanda da SilvaNo ratings yet
- Mohd Shukri Abdul Razik MFKA2007 TTTDocument82 pagesMohd Shukri Abdul Razik MFKA2007 TTTCat VelNo ratings yet