You might also like
- Robotc Programming: Making Your Robot MoveDocument61 pagesRobotc Programming: Making Your Robot MoveCraig RochesterNo ratings yet
- FRC 2014 Game ManualDocument93 pagesFRC 2014 Game ManualCraig RochesterNo ratings yet
- A Guide To Understanding ASHRAE STND 62-2001-TraneDocument40 pagesA Guide To Understanding ASHRAE STND 62-2001-TraneCraig RochesterNo ratings yet
- The Armstrong Humidification HandbookDocument40 pagesThe Armstrong Humidification HandbookCraig RochesterNo ratings yet
- Bow and Arrow DynamicsDocument14 pagesBow and Arrow DynamicsCraig RochesterNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Cylindrical Plug Gage DesignsDocument3 pagesCylindrical Plug Gage DesignskkphadnisNo ratings yet
- SQL SlidesDocument65 pagesSQL SlidescopsamostoNo ratings yet
- LEARNING GUIDE-spreadsheet (Repaired)Document53 pagesLEARNING GUIDE-spreadsheet (Repaired)Abel ZegeyeNo ratings yet
- Molecular Cell Biology Lodish 7th Edition Solutions ManualDocument8 pagesMolecular Cell Biology Lodish 7th Edition Solutions ManualmarisorbornewwssNo ratings yet
- Eng Grammar Book 8Document77 pagesEng Grammar Book 8ЖАНСАЯ Сейдахмет50% (2)
- B 2Document12 pagesB 2Mohamed Sayed Abdel GaffarNo ratings yet
- Ukur KadasterDocument21 pagesUkur KadasterMuhammad NajmiNo ratings yet
- Nextion InstructionDocument53 pagesNextion InstructionMacp63 cpNo ratings yet
- Virtual Retinal DisplayDocument17 pagesVirtual Retinal Displaysaket_mnNo ratings yet
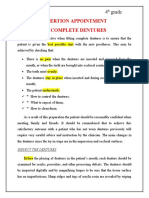
- Insertion Appointment of Complete Dentures: Lec 17 4 GradeDocument15 pagesInsertion Appointment of Complete Dentures: Lec 17 4 GradeSaif Hashim100% (1)
- Analysis of Rack and Pinion Using AnsysDocument21 pagesAnalysis of Rack and Pinion Using AnsysTejas Prakash100% (1)
- Work MeasurementDocument15 pagesWork MeasurementBalaji BabuNo ratings yet
- L - 1 - INTRO - Well LoggingDocument47 pagesL - 1 - INTRO - Well LoggingSaaeed Ali100% (1)
- A Git Cheat Sheet (Git Command Reference) - A Git Cheat Sheet and Command ReferenceDocument14 pagesA Git Cheat Sheet (Git Command Reference) - A Git Cheat Sheet and Command ReferenceMohd AzahariNo ratings yet
- Woodward MFR 13Document91 pagesWoodward MFR 13OryaNo ratings yet
- Proportional Chopper Amplifier VB-3A: Min MaxDocument5 pagesProportional Chopper Amplifier VB-3A: Min MaxryujoniNo ratings yet
- 100 People Who Changed History and The WorldDocument400 pages100 People Who Changed History and The WorldManjunath.RNo ratings yet
- Matrix Inversion Note in Mathematics MagazineDocument2 pagesMatrix Inversion Note in Mathematics Magazinejuan carlos molano toroNo ratings yet
- Kill Sheet CalculationsDocument16 pagesKill Sheet CalculationsYash SinghNo ratings yet
- MMW Module 2.2 (Part 2)Document6 pagesMMW Module 2.2 (Part 2)ROJE DANNELL GALVANNo ratings yet
- Product Catalogue Chemical IndicatorsDocument28 pagesProduct Catalogue Chemical IndicatorsscribdddcNo ratings yet
- Brake SystemDocument19 pagesBrake SystemSudarshan NepalNo ratings yet
- OM5510 05 (Positioner)Document16 pagesOM5510 05 (Positioner)JayeshJayarajanNo ratings yet
- Eps Manual NissanDocument8 pagesEps Manual Nissanjoiler pajueloNo ratings yet
- TP 03: Technique D'optimisation PSODocument3 pagesTP 03: Technique D'optimisation PSOCEM Yelle N centreNo ratings yet
- Eca Lab Record PDFDocument71 pagesEca Lab Record PDFAlokNo ratings yet
- Viscosity Vs ConsistencyDocument6 pagesViscosity Vs Consistencysontakke manmathNo ratings yet
- The Architecture Tradeoff Analysis MethodDocument11 pagesThe Architecture Tradeoff Analysis MethoducinfpracticasNo ratings yet
- Second Mid Term CE 461: Structural Analysis II: Student Name: Student No.: Section: 9 10 11 12Document4 pagesSecond Mid Term CE 461: Structural Analysis II: Student Name: Student No.: Section: 9 10 11 12David Olorato NgwakoNo ratings yet
- Design of RivetsDocument20 pagesDesign of RivetsRavishanker BaligaNo ratings yet