You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Operations ManagementDocument290 pagesOperations Managementrockon60594% (104)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Spark 2000 Ul: Instruction ManualDocument65 pagesSpark 2000 Ul: Instruction ManualMárcio Fernandes0% (1)
- Business Ethics Final ExamDocument2 pagesBusiness Ethics Final ExamCrystal Joy Estrada Gallentes100% (2)
- Production Planning and ControlDocument13 pagesProduction Planning and ControlCrystal Joy Estrada Gallentes100% (1)
- MaterialsDocument9 pagesMaterialsCrystal Joy Estrada GallentesNo ratings yet
- Philips issues urgent field safety notice for ventilator touchscreensDocument3 pagesPhilips issues urgent field safety notice for ventilator touchscreensChris SilerNo ratings yet
- Coc: A Unified Distributed Ledger Based Supply Chain Management SystemDocument12 pagesCoc: A Unified Distributed Ledger Based Supply Chain Management SystemLove GolaNo ratings yet
- Resume Test AutomationDocument4 pagesResume Test AutomationAbhinav DesaiNo ratings yet
- TCS Prep Camp DBMSDocument120 pagesTCS Prep Camp DBMSfrzi frziNo ratings yet
- Systems AdministratorDocument2 pagesSystems AdministratorThomaz Stepheson de Souza GomesNo ratings yet
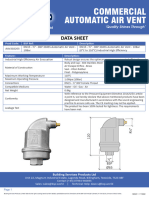
- BSP - Commercial AAV - 10bar - DataSheet - V1.1 - 11-2022Document1 pageBSP - Commercial AAV - 10bar - DataSheet - V1.1 - 11-2022j.iqubalNo ratings yet
- It SecurityDocument285 pagesIt SecuritySUSOVAN GARAINo ratings yet
- TH L47E5S Panasonic+ (TNPH0993)Document60 pagesTH L47E5S Panasonic+ (TNPH0993)Luiz Gustavo SantosNo ratings yet
- Um m1114 61298 en 1412 PDFDocument55 pagesUm m1114 61298 en 1412 PDFJFco VANo ratings yet
- ICT 34 Data Structures and Analysis of AlgorithmDocument9 pagesICT 34 Data Structures and Analysis of AlgorithmKimondo KingNo ratings yet
- Nepali Electricity Authority Upgrades 132kV Transmission LineDocument1 pageNepali Electricity Authority Upgrades 132kV Transmission Linekailash panthaNo ratings yet
- Testing Suite PartA - PyDocument14 pagesTesting Suite PartA - PyHugsNo ratings yet
- HID MI Contractors List by RegionDocument24 pagesHID MI Contractors List by RegionALI KHALIDNo ratings yet
- Payback2 CHEATus - LuaDocument41 pagesPayback2 CHEATus - LuaDoanh ĐặngNo ratings yet
- Multi-Function Steering Wheel: Wiring DiagramDocument6 pagesMulti-Function Steering Wheel: Wiring DiagramHaji RashidNo ratings yet
- SW Engg MCQDocument88 pagesSW Engg MCQMohit Saini100% (1)
- Introduction to TelecommunicationsDocument39 pagesIntroduction to TelecommunicationsepisodbaruNo ratings yet
- Netpro Operation Manual 2k0 4k0 VaDocument20 pagesNetpro Operation Manual 2k0 4k0 VaDanny Dan100% (2)
- Maintenance of Electrical Equipment For FM Personnel: E-LearningDocument1 pageMaintenance of Electrical Equipment For FM Personnel: E-LearningNigel AngNo ratings yet
- Rules and Rules of Thumb For Duct SystemsDocument1 pageRules and Rules of Thumb For Duct SystemsNguyễn Xuân ĐiệpNo ratings yet
- The Revenue Cycle: Introduction To Accounting Information Systems, 7eDocument47 pagesThe Revenue Cycle: Introduction To Accounting Information Systems, 7eontykerlsNo ratings yet
- Central Finance enables real-time financial view across systemsDocument3 pagesCentral Finance enables real-time financial view across systemsJyotiraditya BanerjeeNo ratings yet
- History of Computing - WikipediaDocument51 pagesHistory of Computing - Wikipediaعلی رضاNo ratings yet
- Transforming meeting room signage with interactive digital displaysDocument2 pagesTransforming meeting room signage with interactive digital displaysjaiat22No ratings yet
- A Survey of VPN Performance EvaluationDocument5 pagesA Survey of VPN Performance EvaluationEditor IJRITCCNo ratings yet
- 18CS202J Object Oriented Design and Programming: Unit - 1Document103 pages18CS202J Object Oriented Design and Programming: Unit - 1vasu buchingariNo ratings yet
- 2019 Book DataScienceAndBigDataAnalyticsDocument418 pages2019 Book DataScienceAndBigDataAnalyticsfrmalthus100% (6)
- IT Disaster Recovery Planning ChecklistDocument2 pagesIT Disaster Recovery Planning ChecklistYawe Kizito Brian PaulNo ratings yet
- FreeCAD Manual 0 16Document566 pagesFreeCAD Manual 0 16Myo Aung100% (2)