You might also like
- Fatigue ANSYSDocument22 pagesFatigue ANSYSapi-3717939100% (2)
- Nanofluid in Heat Exchangers for Mechanical Systems: Numerical SimulationFrom EverandNanofluid in Heat Exchangers for Mechanical Systems: Numerical SimulationNo ratings yet
- Miners Rule and Cumulative Damage ModelsDocument6 pagesMiners Rule and Cumulative Damage ModelsCharles OndiekiNo ratings yet
- Basics For Fatigue Analysis of Piping System Using Caesar IIDocument6 pagesBasics For Fatigue Analysis of Piping System Using Caesar IIPrakashNo ratings yet
- Miners RuleDocument2 pagesMiners Ruleபிரபாகரன் ஆறுமுகம்No ratings yet
- A Fatigue Life Prediction Model of WeldementsDocument6 pagesA Fatigue Life Prediction Model of WeldementsMuhammad Abd El KawyNo ratings yet
- A Theory For Fatigue Failure Under Multiaxial Stress-Strain ConditionsDocument27 pagesA Theory For Fatigue Failure Under Multiaxial Stress-Strain ConditionsFabián Stark CatongaNo ratings yet
- Shaft Fatigue - 11838-44955-1-PBDocument8 pagesShaft Fatigue - 11838-44955-1-PBgammaprimeNo ratings yet
- Fatigue TutorialDocument8 pagesFatigue TutorialstaedtlerpNo ratings yet
- Fatigue Assessment 7Document8 pagesFatigue Assessment 7Riki FernandesNo ratings yet
- Brown, Miller - Biaxial Cyclic Deformation Behaviour of SteelsDocument14 pagesBrown, Miller - Biaxial Cyclic Deformation Behaviour of SteelsDavid C Houser100% (1)
- Fatigue PropertiesDocument10 pagesFatigue PropertiestekabiNo ratings yet
- Intro Fracture MechanicsDocument51 pagesIntro Fracture MechanicsTsabit AymanNo ratings yet
- Uniaxial Tension Compression Tests and Cyclic BendingDocument10 pagesUniaxial Tension Compression Tests and Cyclic Bendingmodestboy110No ratings yet
- Mechanical DesignDocument51 pagesMechanical DesignsafaozhanNo ratings yet
- Estimation Methods For Fatigue Properties of Steels Under Axial and Torsional LoadingDocument11 pagesEstimation Methods For Fatigue Properties of Steels Under Axial and Torsional Loadingrobinisc100% (1)
- Shape Memory AlloysDocument16 pagesShape Memory AlloysIvan HernandezNo ratings yet
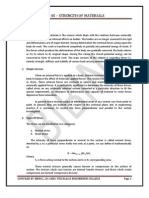
- Me 45 Strength of MaterialsDocument243 pagesMe 45 Strength of MaterialsJhonny Perez Saldaña100% (1)
- Fatiguea Ssignement Strength of Materials 3Document15 pagesFatiguea Ssignement Strength of Materials 3Etienne CierenbergNo ratings yet
- Fatigue PDFDocument8 pagesFatigue PDFflorinelvvNo ratings yet
- 07 Fatigue Failure IDocument33 pages07 Fatigue Failure Iforemar100% (1)
- Multiaxial Fatigue Simulation Using Ansys PDFDocument100 pagesMultiaxial Fatigue Simulation Using Ansys PDFjohn_max03No ratings yet
- FesafeFatigueTheory PDFDocument264 pagesFesafeFatigueTheory PDFbalijajagadishNo ratings yet
- Strength of MaterialsDocument7 pagesStrength of Materialsletter_ashish4444100% (1)
- Fracture Mechanics NotesDocument16 pagesFracture Mechanics NotesHossam M ALrohilyNo ratings yet
- Evaluation of The Non-Linear Fracture Parameters J and C With ANSYSDocument11 pagesEvaluation of The Non-Linear Fracture Parameters J and C With ANSYSPeti KovácsNo ratings yet
- STI11 - Plasticity Hardening RulesDocument4 pagesSTI11 - Plasticity Hardening RulesCuGáyLâmĐồngNo ratings yet
- Strength of Materials - 2Document1,053 pagesStrength of Materials - 2aftab_civil2006100% (1)
- Stress Concentration Factor - An Overview - ScienceDirect Topics PDFDocument20 pagesStress Concentration Factor - An Overview - ScienceDirect Topics PDFbhaskarrajusa8034No ratings yet
- Von MisesDocument8 pagesVon MisesAlex OliveiraNo ratings yet
- Nastran 2013 Doc Embedded FatigueDocument308 pagesNastran 2013 Doc Embedded FatigueZeeshan AliNo ratings yet
- Structural Beams in Torsion Trans. ASCE Vol. 101 (1936)Document52 pagesStructural Beams in Torsion Trans. ASCE Vol. 101 (1936)Steel_catNo ratings yet
- Fatigue FailureDocument22 pagesFatigue FailureHimanshu YadavNo ratings yet
- Fatigue Consideration in DesignDocument3 pagesFatigue Consideration in DesigngouthamNo ratings yet
- Example of Fatigue FailureDocument8 pagesExample of Fatigue FailuretslickNo ratings yet
- AR02 Fracture Mechanics As A Tool in Failure Analysis - Prospects and LimitationsDocument87 pagesAR02 Fracture Mechanics As A Tool in Failure Analysis - Prospects and LimitationsmaddogoujeNo ratings yet
- Fatigue ANalysis SN CurveDocument11 pagesFatigue ANalysis SN CurveM Rafiq RajaNo ratings yet
- Abstract - Fatigue Behavior in Strain Cycling in The Low and Intermediate Cycle RangeDocument55 pagesAbstract - Fatigue Behavior in Strain Cycling in The Low and Intermediate Cycle RangeZarra FaktNo ratings yet
- Multiaxial Fatigue Life PredictionDocument10 pagesMultiaxial Fatigue Life PredictionGooftilaaAniJiraachuunkooYesusiinNo ratings yet
- Lecture 2 Theory of PlasticityDocument16 pagesLecture 2 Theory of PlasticityprashanthattiNo ratings yet
- The Wind-Induced Vibration Response For Tower Crane BasedDocument5 pagesThe Wind-Induced Vibration Response For Tower Crane BasedGogyNo ratings yet
- Track 1 1440 Fatigue ModellingDocument35 pagesTrack 1 1440 Fatigue ModellingPrakash KancharlaNo ratings yet
- ENGG1500 Study Guide S1 2018 PDFDocument137 pagesENGG1500 Study Guide S1 2018 PDFKatty TsaiNo ratings yet
- CHAPTER 2design Against Static LoadDocument33 pagesCHAPTER 2design Against Static LoadmanishtopsecretsNo ratings yet
- 3 2 Creep PDFDocument7 pages3 2 Creep PDFAZMI 333625No ratings yet
- When F Ku: An Introductory Guide To Nonlinear AnalysisDocument17 pagesWhen F Ku: An Introductory Guide To Nonlinear AnalysisfabrcadNo ratings yet
- Asme - PVP2005-71724Document11 pagesAsme - PVP2005-71724sagar1503No ratings yet
- Explicit Frequency Equation and Mode Shapes of A Cantilever Beam Coupled in Bending and Torsion PDFDocument15 pagesExplicit Frequency Equation and Mode Shapes of A Cantilever Beam Coupled in Bending and Torsion PDFHossam T BadranNo ratings yet
- Calculating and Displaying Fatigue ResultsDocument42 pagesCalculating and Displaying Fatigue ResultsBekirHanNo ratings yet
- Introduction Fracture Mechanics 1Document15 pagesIntroduction Fracture Mechanics 1aap1No ratings yet
- Fundamentals of FatigueDocument54 pagesFundamentals of FatigueChristina HillNo ratings yet
- Fatigue Analysis of Piping System Using Caesar IIDocument9 pagesFatigue Analysis of Piping System Using Caesar IIHmd Mokhtari100% (1)
- Fatigue Analysis W - CIIDocument10 pagesFatigue Analysis W - CIInaeandNo ratings yet
- Chapter - 9 - Fatigue From Variable Amplitude LoadingDocument73 pagesChapter - 9 - Fatigue From Variable Amplitude Loadingodjakm100% (1)
- Fatigue Analysis NotesDocument28 pagesFatigue Analysis NotesMathusuthanan MariilayarajaNo ratings yet
- Material's FatigueDocument25 pagesMaterial's FatigueGary TeongNo ratings yet
- Chapter 2 Design For Strength - Fatigue Strength Variable LoadingDocument37 pagesChapter 2 Design For Strength - Fatigue Strength Variable LoadingHilmyZulkifliNo ratings yet
- EGF316 Fatigue - NotesDocument15 pagesEGF316 Fatigue - Notesibtihal ingNo ratings yet
- Chapter6fatiguefailureloading 140824082905 Phpapp02Document28 pagesChapter6fatiguefailureloading 140824082905 Phpapp02SALEEM MALIKNo ratings yet
- Investigate of Parameter Setting in Plastic Injection MoldingDocument28 pagesInvestigate of Parameter Setting in Plastic Injection MoldingAnurag Srivastava100% (1)
- (Advanced Structured Materials 70) Andreas Öchsner, Holm Altenbach (Eds.) - Mechanical and Materials Engineering of Modern Structure and Component Design-Springer International Publishing (2015)Document446 pages(Advanced Structured Materials 70) Andreas Öchsner, Holm Altenbach (Eds.) - Mechanical and Materials Engineering of Modern Structure and Component Design-Springer International Publishing (2015)Nelson AlvarezNo ratings yet
- Physical, Chemical and Mechanical PropertiesDocument42 pagesPhysical, Chemical and Mechanical PropertiesAwais Jamil100% (1)
- Esab Chrome Moly Electrode BrochureDocument21 pagesEsab Chrome Moly Electrode BrochureShankar Gurusamy100% (1)
- AGT2012-Vessel Blowdown Systems - Assurance Framework For Operate PhaseDocument17 pagesAGT2012-Vessel Blowdown Systems - Assurance Framework For Operate Phasearunperth0% (1)
- Modern Steel Construction August 2012Document70 pagesModern Steel Construction August 2012Juan Antonio Peña MarrufoNo ratings yet
- Lesson 1 and 2Document22 pagesLesson 1 and 2Mark MarkNo ratings yet
- Tensile Test ReportDocument12 pagesTensile Test ReportMayowaNo ratings yet
- 1905 National - Building - Code PDFDocument275 pages1905 National - Building - Code PDFHimad Beg, P.E.No ratings yet
- Aluminum 6082-T6Document1 pageAluminum 6082-T6hardik033No ratings yet
- Coating Procedure: Etor ETDocument28 pagesCoating Procedure: Etor ETlemuel bacsaNo ratings yet
- Loctite SI 5970-EnDocument3 pagesLoctite SI 5970-EnAshishNo ratings yet
- 10MMDocument1 page10MMStructures ProductionNo ratings yet
- Standard Test Method For Tensile Properties of Geotextiles by The Wide-Width Strip MethodDocument13 pagesStandard Test Method For Tensile Properties of Geotextiles by The Wide-Width Strip MethodPaulo CarvalhoNo ratings yet
- Claulation For Check Suitability of IPSDocument45 pagesClaulation For Check Suitability of IPSannuvyas100% (1)
- Failure Analysis of Structural Steel Subjected To Long Term ExposureDocument13 pagesFailure Analysis of Structural Steel Subjected To Long Term ExposureDeepak wadgeNo ratings yet
- US Tsubaki Chain ManualDocument326 pagesUS Tsubaki Chain ManualJorge FernandezNo ratings yet
- Astm b16 1992Document8 pagesAstm b16 1992sansagithNo ratings yet
- LEEA Academy LEG Module Quiz Paper Mar 2017 With AnswersDocument50 pagesLEEA Academy LEG Module Quiz Paper Mar 2017 With AnswersYasser Mahmoud82% (17)
- 226 PDFDocument16 pages226 PDFDwijendra60% (10)
- Destructive Test With Tensile BendDocument20 pagesDestructive Test With Tensile BendRohit MalhotraNo ratings yet
- ASME-Notch-Toughness & Supplementary Essential VariablesDocument16 pagesASME-Notch-Toughness & Supplementary Essential VariablesSuleyman Halicioglu100% (2)
- Module2 Riveted Bolted Connections PDFDocument43 pagesModule2 Riveted Bolted Connections PDFRobinson MaturanNo ratings yet
- Grade Markings For Steel Bolts and ScrewsDocument3 pagesGrade Markings For Steel Bolts and Screwsrexie2canos8964No ratings yet
- ASTM A131 Steel, Grade BDocument1 pageASTM A131 Steel, Grade BEmerson IpialesNo ratings yet
- Bamboo Based Composites For Wind Turbine Blades: Previous PaperDocument2 pagesBamboo Based Composites For Wind Turbine Blades: Previous PapersreeramNo ratings yet
- Kanthal Af Tube - S Kaxxx Ps Eng - 0Document2 pagesKanthal Af Tube - S Kaxxx Ps Eng - 0Chia Sze KiatNo ratings yet
- ASTM A570 Steel, Grade 50Document1 pageASTM A570 Steel, Grade 50alejo5412}No ratings yet
- CIVIL ENGINEERING MATERIAL LECTURE NOTES SoE PU 2 0 2Document117 pagesCIVIL ENGINEERING MATERIAL LECTURE NOTES SoE PU 2 0 2BEENAYEK AdHIKARI100% (4)
- Nickel 200 201 PDFDocument20 pagesNickel 200 201 PDFwdavid81No ratings yet
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresFrom EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresRating: 1 out of 5 stars1/5 (2)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Earthquake-Resistant Structures: Design, Build, and RetrofitFrom EverandEarthquake-Resistant Structures: Design, Build, and RetrofitRating: 4.5 out of 5 stars4.5/5 (8)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsFrom EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsRating: 5 out of 5 stars5/5 (3)
- Onshore Structural Design Calculations: Power Plant and Energy Processing FacilitiesFrom EverandOnshore Structural Design Calculations: Power Plant and Energy Processing FacilitiesRating: 4.5 out of 5 stars4.5/5 (13)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Piezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringFrom EverandPiezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringNo ratings yet
- Pipeline Planning and Construction Field ManualFrom EverandPipeline Planning and Construction Field ManualRating: 5 out of 5 stars5/5 (3)
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesFrom EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraRating: 4.5 out of 5 stars4.5/5 (4)
- Transmission Pipeline Calculations and Simulations ManualFrom EverandTransmission Pipeline Calculations and Simulations ManualRating: 4.5 out of 5 stars4.5/5 (10)
- Advanced Design Examples of Seismic Retrofit of StructuresFrom EverandAdvanced Design Examples of Seismic Retrofit of StructuresRating: 1 out of 5 stars1/5 (1)