You might also like
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysFrom EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNo ratings yet
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.From EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.No ratings yet
- Généralité Sur L'usinageDocument7 pagesGénéralité Sur L'usinagehasnae100% (1)
- 1.CH5 - Centre D'usinage CNCDocument8 pages1.CH5 - Centre D'usinage CNCgono playerNo ratings yet
- Cours Cfao MachineDocument11 pagesCours Cfao MachineYouness SahraouiNo ratings yet
- Chapitre V - Les Centres D'usinageDocument3 pagesChapitre V - Les Centres D'usinagehichem tazir100% (2)
- Usinage Sur Machines OutilsDocument82 pagesUsinage Sur Machines OutilsHamdi IbrahimNo ratings yet
- Usinage À Grande Vitesse-ConvertiDocument22 pagesUsinage À Grande Vitesse-ConvertiZack MahmoudiNo ratings yet
- UGVDocument30 pagesUGVBoutef El Hachemi100% (1)
- 2-Differents Types de Machines-OutilsDocument23 pages2-Differents Types de Machines-OutilsAnonymous RQW12imE100% (3)
- Machines-Outils À Commande Numérique Structure, Modélisation Et RéglageDocument67 pagesMachines-Outils À Commande Numérique Structure, Modélisation Et RéglageMohamed El Hadi Redjaimia69% (16)
- Usinage Complexe-FM-TFMDocument189 pagesUsinage Complexe-FM-TFMRadhouen NcibiNo ratings yet
- REF Bac Pro Fabrication MécaniqueDocument202 pagesREF Bac Pro Fabrication MécaniqueTaoufiqBaouch100% (1)
- 13 Programmation Des MOCNDocument71 pages13 Programmation Des MOCNBenYamOuN IsMaIl100% (1)
- 8 FraisageDocument14 pages8 FraisageKhaled Ben AyedNo ratings yet
- Tournage MecaniqueDocument5 pagesTournage MecaniqueMohamed NaciriNo ratings yet
- CNC Chapitre 1 PDFDocument16 pagesCNC Chapitre 1 PDFmejri merinNo ratings yet
- Rapport de StageDocument31 pagesRapport de StageOumaima ElfakiriNo ratings yet
- Support Cfao Issatso PDFDocument98 pagesSupport Cfao Issatso PDFAhmed Yassine HdhiriNo ratings yet
- Cours UsinageDocument10 pagesCours UsinageAli TrikiNo ratings yet
- Analyse Et Simulation de Refroidissement Des Aubes Dune Turbine A GazDocument74 pagesAnalyse Et Simulation de Refroidissement Des Aubes Dune Turbine A GazamelNo ratings yet
- Machines Outils Porte PiecesDocument13 pagesMachines Outils Porte PiecesMehdi Billah ouassim100% (1)
- UsinageDocument44 pagesUsinageCharaf Leo100% (1)
- CHAPITREIVDocument6 pagesCHAPITREIVHamza NazihaNo ratings yet
- Fraisage PDFDocument16 pagesFraisage PDFhalaNo ratings yet
- Cfao 2013-2014 PDFDocument71 pagesCfao 2013-2014 PDFAl Cas75% (4)
- Procédés Dusinage33Document48 pagesProcédés Dusinage33kodifa100% (2)
- Machine Outil A Commande Numerique PDFDocument40 pagesMachine Outil A Commande Numerique PDFsouheil_sou67% (3)
- Cours Fabrication MecaniqueDocument91 pagesCours Fabrication MecaniqueChahih Damoi100% (1)
- Etude de Fabrication Et Analyse DUsinageDocument232 pagesEtude de Fabrication Et Analyse DUsinageseif75% (4)
- Fiche Technique Perceuse PDFDocument29 pagesFiche Technique Perceuse PDFpacom zanguéNo ratings yet
- 09 Usinage Tournage PDFDocument16 pages09 Usinage Tournage PDFkhelifiNo ratings yet
- FANUC Manuel de L Operateur Series 16i 18i 21i B Series 30i 31i 32i A PDFDocument828 pagesFANUC Manuel de L Operateur Series 16i 18i 21i B Series 30i 31i 32i A PDFNaoufel Fares33% (3)
- Chapitre 1 Machines Outils Commande NumeriqueDocument14 pagesChapitre 1 Machines Outils Commande NumeriqueMohamed Sahil0% (1)
- FraisageDocument49 pagesFraisageAhmed GanaNo ratings yet
- Machine Mesurer TridimensionnelleDocument3 pagesMachine Mesurer TridimensionnelleMohamed ElghayoubiNo ratings yet
- CH1 Théorie de La CoupeDocument14 pagesCH1 Théorie de La CoupeEya Essayel100% (1)
- Etau Limeur PDFDocument2 pagesEtau Limeur PDFJennifer0% (1)
- Modélisation de La Coupe en Usinage À Grande VitesseDocument34 pagesModélisation de La Coupe en Usinage À Grande VitesseMohamed El Hadi RedjaimiaNo ratings yet
- TP RessuageDocument6 pagesTP RessuageFayza BelkhoudirNo ratings yet
- Fraisage 2Document102 pagesFraisage 2mouhamed_hachem100% (5)
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 pagesCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- Polycopie Cours FaoDocument63 pagesPolycopie Cours FaoDick Man0% (1)
- TPn°1 Tournage PDFDocument17 pagesTPn°1 Tournage PDFZach LeitchNo ratings yet
- Les Procédés de TaillageDocument6 pagesLes Procédés de TaillageKameNo ratings yet
- D-Géometrie Des Outils Tournage PDFDocument4 pagesD-Géometrie Des Outils Tournage PDFRamzi Boug100% (1)
- 1 MoulageDocument25 pages1 MoulageHamza Rouihem100% (1)
- Tournage PDFDocument45 pagesTournage PDFChokri AtefNo ratings yet
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesFrom EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesNo ratings yet
- Machines Outils PDFDocument54 pagesMachines Outils PDFFayssal El Amraoui83% (24)
- Recherche BibliographiqueDocument10 pagesRecherche Bibliographiquepc usersNo ratings yet
- Rapport Fabrication MécaniqueDocument19 pagesRapport Fabrication MécaniqueAbdelhadi Taoufik74% (57)
- Rapport 2Document7 pagesRapport 2elking gingstarsNo ratings yet
- MachinesProf TourDocument7 pagesMachinesProf Tourlulu3232No ratings yet
- Chapitre I Généralités Sur Les Machines OutilsDocument9 pagesChapitre I Généralités Sur Les Machines Outilshichem tazir100% (2)
- Le TournageDocument24 pagesLe TournageEmmanuel MoussNo ratings yet
- Fabrica MecaniqueDocument41 pagesFabrica MecaniqueallloportoNo ratings yet
- Introduction D'usinageDocument18 pagesIntroduction D'usinageHamada Hamada100% (1)
- Indice PralDocument11 pagesIndice Praleforgues5640% (1)
- Tableau 1Document1 pageTableau 1didinedNo ratings yet
- Tournage - Feuille2Document1 pageTournage - Feuille2didinedNo ratings yet
- Outils Tournage Exterieur - FeuDocument1 pageOutils Tournage Exterieur - FeudidinedNo ratings yet
- Cours RDM Torsion SimpleDocument4 pagesCours RDM Torsion Simple21did21100% (2)
- Projections Coupes SectionsDocument21 pagesProjections Coupes SectionsdidinedNo ratings yet
- Cours RDM CisaillementDocument1 pageCours RDM Cisaillementzonezime50% (2)
- Extrait Cancer Un Traitement Simple Et Non ToxiqueDocument20 pagesExtrait Cancer Un Traitement Simple Et Non Toxiquedidined100% (1)
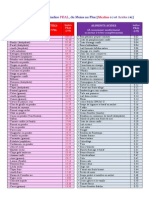
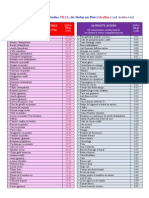
- Aliments Alcalinisants Ou AcidifiantsDocument11 pagesAliments Alcalinisants Ou Acidifiantscdm22orange100% (1)
- Tournage - Feuille1Document1 pageTournage - Feuille1didinedNo ratings yet
- Outils de Tourn - Feuille1Document1 pageOutils de Tourn - Feuille1didinedNo ratings yet
- Tournage - Feuille4Document1 pageTournage - Feuille4didinedNo ratings yet
- Chaudronnerie CoursDocument8 pagesChaudronnerie Courstopjob100% (2)
- Propriétés MatériauxDocument3 pagesPropriétés MatériauxdidinedNo ratings yet
- 4 - Feuille1Document1 page4 - Feuille1didinedNo ratings yet
- Assemblage1 - Feuille1Document1 pageAssemblage1 - Feuille1didined100% (1)
- 2 - Feuille1Document1 page2 - Feuille1didinedNo ratings yet
- 03 - Tolerances Geometriques 2013-3 (1dpp)Document23 pages03 - Tolerances Geometriques 2013-3 (1dpp)didinedNo ratings yet
- 1 - Feuille1Document1 page1 - Feuille1didinedNo ratings yet
- Assemblage2 - Feuille2Document1 pageAssemblage2 - Feuille2didinedNo ratings yet
- Assemblage1 - Feuille1Document1 pageAssemblage1 - Feuille1didinedNo ratings yet
- Assemblage1 - Feuille2Document1 pageAssemblage1 - Feuille2didinedNo ratings yet
- 06 Transmission de Puissance EleveDocument4 pages06 Transmission de Puissance ElevedidinedNo ratings yet
- AFD Projeter Un Document CorrigDocument1 pageAFD Projeter Un Document CorrigdidinedNo ratings yet
- 01 GPA210 H13 Exercices Dessin ProjectionsDocument1 page01 GPA210 H13 Exercices Dessin ProjectionsdidinedNo ratings yet
- Socle BBV - Feuille1Document1 pageSocle BBV - Feuille1didinedNo ratings yet
- Axe - Feuille2Document1 pageAxe - Feuille2didinedNo ratings yet
- 01 GPA210 H13 Exercices Dessin Embrayage-FreinDocument5 pages01 GPA210 H13 Exercices Dessin Embrayage-FreindidinedNo ratings yet
- Assemblage Nu 2 - Feuille1Document1 pageAssemblage Nu 2 - Feuille1didinedNo ratings yet
- V Double 2 - Feuille1Document1 pageV Double 2 - Feuille1didinedNo ratings yet