You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Optimum Quantity of Money Milton FriedmanDocument305 pagesThe Optimum Quantity of Money Milton Friedmantrafalgar111100% (4)
- PNB VS ChuaDocument1 pagePNB VS Chuacareyssa Mae IpilNo ratings yet
- Metso's HRC3000 at Freeport-McMoRan's CDocument1 pageMetso's HRC3000 at Freeport-McMoRan's Csbirol5409No ratings yet
- A MILP Model For Design of Flotation Circuits With Bank Column and Regrind No Regrind SelectionDocument11 pagesA MILP Model For Design of Flotation Circuits With Bank Column and Regrind No Regrind Selectionsbirol5409100% (1)
- A Re Engineered DR Plant For Quality, Low-Cost Onsite Dri ProductionDocument12 pagesA Re Engineered DR Plant For Quality, Low-Cost Onsite Dri Productionsbirol5409No ratings yet
- Positive Pre-Feasibility Outcome For Cloncurry Copper ProjectDocument13 pagesPositive Pre-Feasibility Outcome For Cloncurry Copper Projectsbirol5409No ratings yet
- Second Reading of Ordinance State Housing Law 01-05-16Document16 pagesSecond Reading of Ordinance State Housing Law 01-05-16L. A. PatersonNo ratings yet
- Signature Global Park 5 Apartment Details and Payment PlansDocument2 pagesSignature Global Park 5 Apartment Details and Payment Planssanyam ralliNo ratings yet
- Price DispersionDocument4 pagesPrice DispersionAbel VasquezNo ratings yet
- Mcom Cbcs LatestDocument45 pagesMcom Cbcs Latestanoopsingh19992010No ratings yet
- Solutions: ECO 100Y Introduction To Economics Midterm Test # 2Document15 pagesSolutions: ECO 100Y Introduction To Economics Midterm Test # 2examkillerNo ratings yet
- Ec 23Document1 pageEc 23Jimuel Sanchez CayabasNo ratings yet
- Torrent Power Signs Distribution Franchisee Agreement For Kanpur and AgraDocument2 pagesTorrent Power Signs Distribution Franchisee Agreement For Kanpur and AgraTanmay Meera Mishra0% (1)
- Directory of Cao 01042018Document154 pagesDirectory of Cao 01042018Shyam SNo ratings yet
- Book Building Process and Types ExplainedDocument15 pagesBook Building Process and Types ExplainedPoojaDesaiNo ratings yet
- LCA Book - Chapter 1 IntroductionDocument31 pagesLCA Book - Chapter 1 IntroductionzaiNo ratings yet
- Setsco Training PDFDocument12 pagesSetsco Training PDFJeganeswaranNo ratings yet
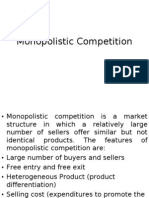
- Monopolistic CompetitionDocument14 pagesMonopolistic CompetitionRajesh GangulyNo ratings yet
- Infosys Aptitude Questions and Answers With ExplanationDocument5 pagesInfosys Aptitude Questions and Answers With ExplanationVirrru NarendraNo ratings yet
- Unified DCR 37 (1 AA) DT 08 03 2019..Document6 pagesUnified DCR 37 (1 AA) DT 08 03 2019..GokulNo ratings yet
- Day Balance Daily % Growth Daily Profit Goal TP: Necessary Lot Size Based On ONE Trade Per DayDocument8 pagesDay Balance Daily % Growth Daily Profit Goal TP: Necessary Lot Size Based On ONE Trade Per DaymudeyNo ratings yet
- Economics TopicsDocument2 pagesEconomics Topicsatif_ausaf100% (1)
- Member 360 Solution: An Integrated View of Member InformationDocument2 pagesMember 360 Solution: An Integrated View of Member InformationIBMHealthCareNo ratings yet
- India VS ChineseDocument16 pagesIndia VS ChineseShivshankar KhillariNo ratings yet
- Five Key Sources of Critical Success FactorsDocument2 pagesFive Key Sources of Critical Success FactorsHanako ChinatsuNo ratings yet
- IRCTCs e-Ticketing Service DetailsDocument2 pagesIRCTCs e-Ticketing Service DetailsOPrakash RNo ratings yet
- Case 03 - Walmart Case NoteDocument3 pagesCase 03 - Walmart Case Notemarcole198440% (5)
- Mini R50 Engine Electrical System Parts ManualDocument23 pagesMini R50 Engine Electrical System Parts Manualdaz7691No ratings yet
- House Share Agreement Resident OwnerDocument2 pagesHouse Share Agreement Resident Ownerburn dont freeze0% (1)
- Forex - Nnet Vs RegDocument6 pagesForex - Nnet Vs RegAnshik BansalNo ratings yet
- Lesson 1 Business EthicsDocument21 pagesLesson 1 Business EthicsRiel Marc AliñaboNo ratings yet
- Critique Paper BA211 12 NN HRM - DacumosDocument2 pagesCritique Paper BA211 12 NN HRM - DacumosCherBear A. DacumosNo ratings yet
- Survey highlights deficits facing India's minority districtsDocument75 pagesSurvey highlights deficits facing India's minority districtsAnonymous yCpjZF1rFNo ratings yet
- Design and ArchitectureDocument26 pagesDesign and ArchitecturesaifazamNo ratings yet