You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Expected ValueDocument41 pagesExpected ValueNikhil Kaushik100% (1)
- CBSE Class 3 Mathematics Worksheet (48) - DivisionDocument5 pagesCBSE Class 3 Mathematics Worksheet (48) - DivisionSuyamshree BehuriaNo ratings yet
- Introduction To SQL: Stone Apple Solutions Pte LTDDocument169 pagesIntroduction To SQL: Stone Apple Solutions Pte LTDKokoYantoSimamora100% (1)
- 007 - Process Folw Chart Disco-01Document2 pages007 - Process Folw Chart Disco-01mechanismmanNo ratings yet
- PPAP CriteriaDocument1 pagePPAP CriteriamechanismmanNo ratings yet
- Sheet FormingDocument4 pagesSheet Formingvenkat_222123No ratings yet
- ProE Users Ebook Drppng2D For 3D-V011aDocument8 pagesProE Users Ebook Drppng2D For 3D-V011aVidya Bhaskar PathakNo ratings yet
- UPSC Civil Services Exam Notice for 2011Document34 pagesUPSC Civil Services Exam Notice for 2011Mahesh ChowdaryNo ratings yet
- Shiv Tandav StrotramDocument3 pagesShiv Tandav StrotramAbhas Agarwal100% (1)
- Network Analysis Exam QuestionsDocument1 pageNetwork Analysis Exam QuestionsPritam PiyushNo ratings yet
- Small Craft Power PredictionDocument32 pagesSmall Craft Power Predictionaeromexpower2009No ratings yet
- Mini Disk Infiltrometer - WebDocument24 pagesMini Disk Infiltrometer - WebMajitoJaramilloNo ratings yet
- 2022 CSC 353 2.0 2 Alphabets and LanguagesDocument3 pages2022 CSC 353 2.0 2 Alphabets and LanguagesChavini HewageNo ratings yet
- 2015-12-98 Math MagazineDocument76 pages2015-12-98 Math MagazineMETI MICHALOPOULOU100% (1)
- Notification For Joint Dakshana Selection Test (JDST) 2022Document3 pagesNotification For Joint Dakshana Selection Test (JDST) 2022LOHIT TRADING100% (1)
- Topic 7 AnswersDocument13 pagesTopic 7 AnswersjulioNo ratings yet
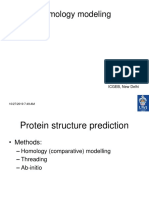
- Homology Modeling Guide for Protein Structure PredictionDocument43 pagesHomology Modeling Guide for Protein Structure PredictionGaurabNo ratings yet
- Automated Segmentation and Classi Fication of Hepatocellular Carcinoma Using Fuzzy C-Means and SVMDocument18 pagesAutomated Segmentation and Classi Fication of Hepatocellular Carcinoma Using Fuzzy C-Means and SVMBudi Utami FahnunNo ratings yet
- Griffiths Problems 09.05Document2 pagesGriffiths Problems 09.05زویا علیNo ratings yet
- Infant Jesus Academy: Course SyllabusDocument9 pagesInfant Jesus Academy: Course SyllabusJhem VillanuevaNo ratings yet
- Humphreys.-The Material Balance Equation For A Gas Condensate Reservoir With Significant Water VaporizationDocument8 pagesHumphreys.-The Material Balance Equation For A Gas Condensate Reservoir With Significant Water VaporizationSergio FloresNo ratings yet
- Signal-Flow Graphs & Mason's RuleDocument18 pagesSignal-Flow Graphs & Mason's RuleRemuel ArellanoNo ratings yet
- Diff Eqn Group Assignment G3Document47 pagesDiff Eqn Group Assignment G3i RareNo ratings yet
- Brics Brics: Optimization Theory - A Modern Face of Applied MathematicsDocument6 pagesBrics Brics: Optimization Theory - A Modern Face of Applied MathematicsHossam AhmedNo ratings yet
- Modeling of The Dynamics of Rotors of An Energy Gas Turbine Installation Using An Analytical Method For Analyzing Active Magnetic Bearing CircuitsDocument6 pagesModeling of The Dynamics of Rotors of An Energy Gas Turbine Installation Using An Analytical Method For Analyzing Active Magnetic Bearing Circuitsshamiul himelNo ratings yet
- CPR Notes - Chapter 02 Decision Making and BranchingDocument24 pagesCPR Notes - Chapter 02 Decision Making and Branchingapi-37281360% (1)
- 2011 BDMS 4E Prelims 2 AM Paper 2Document25 pages2011 BDMS 4E Prelims 2 AM Paper 2Hui XiuNo ratings yet
- (5 PTS) (1 PTS) : Test 1 MAT 1341C Feb. 7, 2009 1Document5 pages(5 PTS) (1 PTS) : Test 1 MAT 1341C Feb. 7, 2009 1examkillerNo ratings yet
- FsdfsDocument6 pagesFsdfsoafwfwurNo ratings yet
- Mathematics Notes and PredictionDocument119 pagesMathematics Notes and PredictionSELVAKUMARAN MUNIANDYNo ratings yet
- Construction of Global Phase Equilibrium Diagrams: Martín CismondiDocument51 pagesConstruction of Global Phase Equilibrium Diagrams: Martín CismondiAymen AnouneeNo ratings yet
- Chemical Physics: Manish Chopra, Niharendu ChoudhuryDocument11 pagesChemical Physics: Manish Chopra, Niharendu ChoudhuryasdikaNo ratings yet
- Met 2aDocument70 pagesMet 2aharshaNo ratings yet
- FdsafdasDocument5 pagesFdsafdasdonthackmexzNo ratings yet
- Seminar Topics: 1. Pushover AnalysisDocument4 pagesSeminar Topics: 1. Pushover AnalysisTezin0% (1)
- STS3001 Slno 30 File 1Document4 pagesSTS3001 Slno 30 File 1shubhamNo ratings yet