You might also like
- Soldagem Aços InoxidáveisDocument53 pagesSoldagem Aços InoxidáveisBruno CamposNo ratings yet
- Ferros FundidosDocument46 pagesFerros FundidosErifeos Eri FeosNo ratings yet
- Ferro FundidoDocument64 pagesFerro FundidoDemóstenes Vaz de OliveiraNo ratings yet
- Defeitos e características da soldagemDocument38 pagesDefeitos e características da soldagemADRIANONo ratings yet
- Comparação técnicas soldagem quente/frio em ferro fundidoDocument12 pagesComparação técnicas soldagem quente/frio em ferro fundidoAdilmar E. NatãnyNo ratings yet
- Ferros Fundidos Cinzentos: Grafita LamelarDocument65 pagesFerros Fundidos Cinzentos: Grafita LamelarIsaque CarvalhoNo ratings yet
- Soldabilidade dos Aços InoxidáveisDocument13 pagesSoldabilidade dos Aços InoxidáveisailtonsfNo ratings yet
- Capitulo 1 Metalurgia Geral Da SoldagemDocument34 pagesCapitulo 1 Metalurgia Geral Da SoldagemFabiano CaldasNo ratings yet
- Soldagem de Ferros FundidosDocument8 pagesSoldagem de Ferros FundidosPedro Polastri PatriotaNo ratings yet
- Trabalho Ferros FundidosDocument9 pagesTrabalho Ferros FundidosVictor Sampaio UFPINo ratings yet
- Aço DoceDocument5 pagesAço Docejucara_stnt100% (1)
- 5 Soldabilidade Dos Aços Inoxidáveis (5) OkDocument47 pages5 Soldabilidade Dos Aços Inoxidáveis (5) OkEdenilson BotelhoNo ratings yet
- Aula de Metalurgia Da SoldagemDocument22 pagesAula de Metalurgia Da SoldagemDiego AraújoNo ratings yet
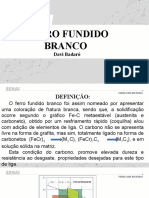
- Propriedades e aplicações do ferro fundido brancoDocument46 pagesPropriedades e aplicações do ferro fundido brancoDAVI ARCANJO SILVA BADARÓNo ratings yet
- Ferro Fundido BrancoDocument46 pagesFerro Fundido BrancoDAVI ARCANJO SILVA BADARÓNo ratings yet
- Ferro Fundido2Document17 pagesFerro Fundido2Anderson SantosNo ratings yet
- Soldabilidade de Metais: Fatores e ProcessosDocument13 pagesSoldabilidade de Metais: Fatores e ProcessosWaldri MecatronicafasbNo ratings yet
- Materiais de Construção Na Indústria QuímicaDocument25 pagesMateriais de Construção Na Indústria QuímicaRafael SantosNo ratings yet
- Brasagem, Soldabrasagem e Soldagem BrandaDocument30 pagesBrasagem, Soldabrasagem e Soldagem Brandageerhardusvos0% (1)
- Aços ARBL - Metalurgista Industrial 2Document4 pagesAços ARBL - Metalurgista Industrial 2Jonathan ViníciusNo ratings yet
- Introdução A Elementos Metálicos - ResumoDocument10 pagesIntrodução A Elementos Metálicos - ResumoCaio KuribayashiNo ratings yet
- Soldabilidade Dos AI Martensiticos PDFDocument33 pagesSoldabilidade Dos AI Martensiticos PDFedpsousaNo ratings yet
- Propriedades e classificação dos ferros fundidos brancos e ligadosDocument49 pagesPropriedades e classificação dos ferros fundidos brancos e ligadosDAVI ARCANJO SILVA BADARÓNo ratings yet
- 1 Atividade Avaliativa IndividualDocument4 pages1 Atividade Avaliativa Individualsandro ViannaNo ratings yet
- Aula 4Document22 pagesAula 4Demóstenes Vaz de OliveiraNo ratings yet
- Distinguir processos de estanhagem e forjaDocument10 pagesDistinguir processos de estanhagem e forjaLirry matsinhe50% (2)
- (20170302170602) Metalurgia Da Soldagem - Parte 2Document45 pages(20170302170602) Metalurgia Da Soldagem - Parte 2Rodolfo Aventino GomesNo ratings yet
- Soldabilidade dos Aços Transformáveis: Fatores que Influenciam a Microestrutura e Propriedades da Zona FundidaDocument79 pagesSoldabilidade dos Aços Transformáveis: Fatores que Influenciam a Microestrutura e Propriedades da Zona FundidafofossNo ratings yet
- Metalurgia da soldagem: introduçãoDocument19 pagesMetalurgia da soldagem: introduçãomaiconNo ratings yet
- Aula 10 - Metalurgia Da SoldagemDocument73 pagesAula 10 - Metalurgia Da SoldagemBrick FacilNo ratings yet
- TS Aula 01 - Historia Da SoldagemDocument17 pagesTS Aula 01 - Historia Da SoldagemjoaoNo ratings yet
- Ligas metálicas: propriedades e aplicações de ferros fundidosDocument63 pagesLigas metálicas: propriedades e aplicações de ferros fundidosTúlioAndréPaivaNo ratings yet
- Fofos CCarga Norma DefeitosDocument41 pagesFofos CCarga Norma DefeitosGuilherme PagatiniNo ratings yet
- Tma 005Document4 pagesTma 005Arlan FNNo ratings yet
- Trincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosDocument31 pagesTrincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosTiago CamposNo ratings yet
- Trabalhosobreferrofundidocinzento 230217185617 93cd375cDocument20 pagesTrabalhosobreferrofundidocinzento 230217185617 93cd375cCleveston MoraisNo ratings yet
- Tecnologia Mecânica para o Curso de TorneirosDocument93 pagesTecnologia Mecânica para o Curso de TorneirosFructum EmpresaNo ratings yet
- Revisão Bibliográfica - Ferros FundidosDocument13 pagesRevisão Bibliográfica - Ferros FundidosLuciano MarcelNo ratings yet
- Curso Eletrodo InoxDocument55 pagesCurso Eletrodo InoxNortematic ServicosNo ratings yet
- Metalurgia Da Soldagem em Aços Carbono e de Baixa LigaDocument13 pagesMetalurgia Da Soldagem em Aços Carbono e de Baixa Ligamabgoncalves100% (1)
- Defeitos em Soldagem PDFDocument32 pagesDefeitos em Soldagem PDFFernando VittoNo ratings yet
- Trabalho Soldagem de Aços InoxidáveisDocument24 pagesTrabalho Soldagem de Aços Inoxidáveisfilipe100% (1)
- Ferros Fundidos e Tratamentos TérmicosDocument35 pagesFerros Fundidos e Tratamentos TérmicosBruno GuedesNo ratings yet
- Tipos de Ferro FundidoDocument22 pagesTipos de Ferro FundidoPatricia BrandNo ratings yet
- Processo de Soldagem MMA - SMAW - Eletrodo RevestidoDocument4 pagesProcesso de Soldagem MMA - SMAW - Eletrodo RevestidoRuy PontesNo ratings yet
- Aços Carbono EutetoideDocument4 pagesAços Carbono EutetoideLe JungNo ratings yet
- Lista de Exercícios Tec Sold IDocument4 pagesLista de Exercícios Tec Sold IRaphael GachetNo ratings yet
- Influência Dos Elementos Quimicos No AçoDocument4 pagesInfluência Dos Elementos Quimicos No AçoAllain HassNo ratings yet
- Glossário Eng. Mec.Document24 pagesGlossário Eng. Mec.Fernando LimaNo ratings yet
- Obtendo ferro fundidoDocument2 pagesObtendo ferro fundidoNayara MeloNo ratings yet
- Aula 2 SoldagemDocument47 pagesAula 2 Soldagememerson.gasparettoNo ratings yet
- Soldabilidade e evolução dos açosDocument3 pagesSoldabilidade e evolução dos açosAndiara AlmeidaNo ratings yet
- Ligas Ferrosas FundamentosDocument53 pagesLigas Ferrosas FundamentosFelipe HossNo ratings yet
- Resumo Sobre Os AçoDocument7 pagesResumo Sobre Os AçoGabriel ZancanellaNo ratings yet
- Soldabilidade dos aços transformáveisDocument71 pagesSoldabilidade dos aços transformáveisSidnaldo Da Silva AlexandrinoNo ratings yet
- Elementos Químicos Do AçoDocument3 pagesElementos Químicos Do Açobidu_filhoNo ratings yet
- Ferro fundido: tipos, propriedades e aplicaçõesDocument15 pagesFerro fundido: tipos, propriedades e aplicaçõesKathellyn Aline Inácio50% (2)
- Tratamentos térmicos e superficiais dos açosFrom EverandTratamentos térmicos e superficiais dos açosRating: 4.5 out of 5 stars4.5/5 (3)
- Ave Maria em LatimDocument4 pagesAve Maria em LatimRafael de PaulaNo ratings yet
- Noções de Adm - PúblicaDocument3 pagesNoções de Adm - PúblicaRafael de PaulaNo ratings yet
- Cms/files/41307/1517344447ebook Guia Definitivo de Medicao de Nivel LinceDocument62 pagesCms/files/41307/1517344447ebook Guia Definitivo de Medicao de Nivel LinceCarlos AlvarezNo ratings yet
- LeiMarítima-JordanMaxwellDocument2 pagesLeiMarítima-JordanMaxwellRafael de PaulaNo ratings yet
- Casca de OvoDocument7 pagesCasca de OvoRafael de PaulaNo ratings yet
- 19 - Capital de GiroDocument3 pages19 - Capital de GiroRafael de PaulaNo ratings yet
- Cms/files/41307/1517344447ebook Guia Definitivo de Medicao de Nivel LinceDocument62 pagesCms/files/41307/1517344447ebook Guia Definitivo de Medicao de Nivel LinceCarlos AlvarezNo ratings yet
- 2 A Essência Do ComandoDocument1 page2 A Essência Do ComandoRafael de PaulaNo ratings yet
- Processos extrativos e siderúrgicosDocument22 pagesProcessos extrativos e siderúrgicosRafael de PaulaNo ratings yet
- Carbono EquivalenteDocument2 pagesCarbono EquivalentePolly408100% (1)
- Índice Nacional de Preços Ao ConsumidorDocument5 pagesÍndice Nacional de Preços Ao ConsumidorRafael de PaulaNo ratings yet
- Energia Potencial ElétricaDocument7 pagesEnergia Potencial ElétricaAna Luiza RodriguesNo ratings yet
- 6o CIE Atividade 4 Movimentos de Rotacao e Translacao e o Eixo de Inclinacao Da TerraDocument4 pages6o CIE Atividade 4 Movimentos de Rotacao e Translacao e o Eixo de Inclinacao Da TerraAndsonAnitaNo ratings yet
- Religador AR 1000 36kVDocument6 pagesReligador AR 1000 36kVJosé CarlosNo ratings yet
- Unidade 4 - Condensadores EXEMPLO 8.2 Refrigerao IndustrialDocument11 pagesUnidade 4 - Condensadores EXEMPLO 8.2 Refrigerao IndustrialDaniel NóbregaNo ratings yet
- Apostila Aviônica 1 MMADocument340 pagesApostila Aviônica 1 MMAVictor Massoni86% (7)
- Escolha profissional na adolescênciaDocument5 pagesEscolha profissional na adolescênciaSergio CrespoNo ratings yet
- Folha de Problemas N 4Document3 pagesFolha de Problemas N 4Bernardo RodriguesNo ratings yet
- Manual Instal HitachiDocument64 pagesManual Instal Hitachigdaronaldo83% (6)
- Transcal Fei CompressDocument54 pagesTranscal Fei CompressAdenis RochaNo ratings yet
- Processo Sol-GelDocument9 pagesProcesso Sol-GelRafaelRenan RivasNo ratings yet
- Geodinamica ExternaDocument146 pagesGeodinamica ExternaAlex RamiresNo ratings yet
- De Onde Viemos - Henrique AdameDocument135 pagesDe Onde Viemos - Henrique AdameHelena Schaffner100% (1)
- Aula 01 - AlunosDocument16 pagesAula 01 - AlunosbrunoilkNo ratings yet
- Aula-16 Ciclo RankineDocument59 pagesAula-16 Ciclo RankineЛена КасианNo ratings yet
- Nylon 11 Coatings Technical Data SheetDocument8 pagesNylon 11 Coatings Technical Data Sheetcleytonco2211No ratings yet
- Projetos ElétricosDocument20 pagesProjetos ElétricosGustavo CarvalhaisNo ratings yet
- Complexidade Algoritmos de OrdenaçãoDocument6 pagesComplexidade Algoritmos de Ordenaçãoboaleitura13No ratings yet
- Sony MHC Gnx800ppstoneDocument103 pagesSony MHC Gnx800ppstoneppstone100% (2)
- Superação de cabos para-raios em linhas de transmissãoDocument12 pagesSuperação de cabos para-raios em linhas de transmissãoMarcelo ProtzNo ratings yet
- Coletânea de Provérbios ChinesesDocument11 pagesColetânea de Provérbios ChinesesHerbert Alexandre Galdino Pereira100% (1)
- 2010 Yamaha YZF R125 Factsheet PT PTDocument4 pages2010 Yamaha YZF R125 Factsheet PT PTee02116No ratings yet
- Laura Iingalls Wilder - 6 - O Longo InvernoDocument182 pagesLaura Iingalls Wilder - 6 - O Longo Invernoluizmassao75% (4)
- 1a lista exercícios topografiaDocument5 pages1a lista exercícios topografiaRaphael De Castro PereiraNo ratings yet
- Traçado de Estradas e Critérios de ProjetoDocument17 pagesTraçado de Estradas e Critérios de ProjetoI. AgostinhoNo ratings yet
- CEEE - RIC - BT Versão 1.8 Maio 2018Document19 pagesCEEE - RIC - BT Versão 1.8 Maio 2018edersonfloresNo ratings yet
- Naruto RPGDocument178 pagesNaruto RPGFilipe Lourenço100% (2)
- Fibra Óptica FIEB Curso TécnicoDocument84 pagesFibra Óptica FIEB Curso TécnicoEduardo MartinianoNo ratings yet
- Ficha de Trabalho - Distribuições Bidimensionais MACSDocument2 pagesFicha de Trabalho - Distribuições Bidimensionais MACSAna SilvaNo ratings yet
- CilindrosDocument72 pagesCilindrosAttoHzNo ratings yet
- DTMs e modelos de oclusão em ASADocument20 pagesDTMs e modelos de oclusão em ASAmarc10oceanbluestarNo ratings yet