You might also like
- 2.3 Tipos Unión y Sold - C6 ASME IX - PARTE 4 SimplificadoDocument52 pages2.3 Tipos Unión y Sold - C6 ASME IX - PARTE 4 SimplificadoPedro MendozaNo ratings yet
- Calificación soldadores ASME IXDocument30 pagesCalificación soldadores ASME IXJose Luis Roca Cordova0% (1)
- Asme Sec IxDocument5 pagesAsme Sec IxrodolfoNo ratings yet
- 90jkproc Calif Desemp SoldadoresDocument5 pages90jkproc Calif Desemp SoldadoresDaniel SalavarriaNo ratings yet
- Guia para Leer El Asme 9 PDFDocument44 pagesGuia para Leer El Asme 9 PDFEmerson Lopez100% (3)
- Asme Ix PDFDocument36 pagesAsme Ix PDFAnonymous Bdt0OGh100% (3)
- Asme Ix PDFDocument36 pagesAsme Ix PDFAbel Valderrama PerezNo ratings yet
- P-CC-M-02 Espec y Calif Proc SoldaduraDocument9 pagesP-CC-M-02 Espec y Calif Proc SoldaduraDaniel SalavarriaNo ratings yet
- ASME IX - Parte 2Document36 pagesASME IX - Parte 2Abel Valderrama Perez0% (1)
- Topico 5slideDocument14 pagesTopico 5slideJorge Luis Olivar QuinteroNo ratings yet
- ASMEDocument27 pagesASMEEDGAR HERNANDO LOPEZ OCHOANo ratings yet
- Codigo de Soldadura D1.1-Alarcon MozaDocument24 pagesCodigo de Soldadura D1.1-Alarcon MozaanabelguadalupeNo ratings yet
- Requisitos generales de soldadura QWDocument175 pagesRequisitos generales de soldadura QWLeti Peña Rivas100% (2)
- Parte QW Soldadura, Codigo Asme Seccion Ix 2010 en EspañolDocument175 pagesParte QW Soldadura, Codigo Asme Seccion Ix 2010 en EspañolJCarlos Marka50% (2)
- 5 Recopilado y ArmadoDocument2 pages5 Recopilado y ArmadoManuelNo ratings yet
- Asme Ix-2010-Español PDFDocument200 pagesAsme Ix-2010-Español PDFart159357No ratings yet
- QW Soldaduras Asme 2010 Español PDFDocument200 pagesQW Soldaduras Asme 2010 Español PDFart159357No ratings yet
- QW - Soldaduras Asme 2010 en EspañolDocument200 pagesQW - Soldaduras Asme 2010 en EspañolJuan Bautista Menares Ponce100% (6)
- Requisitos generales de soldadura ASMEDocument223 pagesRequisitos generales de soldadura ASMEWilfrido antonio GutierrezNo ratings yet
- Código Asme Sección IX, 2013 - en Español, Parte QWDocument223 pagesCódigo Asme Sección IX, 2013 - en Español, Parte QWjezz71No ratings yet
- ARTICULOIDocument17 pagesARTICULOInicolasvitandtNo ratings yet
- 2.3 Tipos de Unión y Soldadura - C3-ASME IX - PARTE 1 - 2014Document64 pages2.3 Tipos de Unión y Soldadura - C3-ASME IX - PARTE 1 - 2014Pedro MendozaNo ratings yet
- ASME SECCION IX Calificacion de Soldadura PDFDocument31 pagesASME SECCION IX Calificacion de Soldadura PDFFabrizio Andres Miranda LarenasNo ratings yet
- Requisitos generales de soldadura QW y posiciones de pruebaDocument275 pagesRequisitos generales de soldadura QW y posiciones de pruebaReivaj Gonzalez0% (1)
- Calificación Del Procedimiento de SoldaduraDocument3 pagesCalificación Del Procedimiento de SoldaduraRichard Fernando YepezNo ratings yet
- Calificacion de SoldadoresDocument55 pagesCalificacion de SoldadoresAndrés CalvoNo ratings yet
- ASME IX Calificación SoldadoresDocument40 pagesASME IX Calificación Soldadoresmarco falconNo ratings yet
- WPS AsmeDocument7 pagesWPS AsmeCelso Sanabria100% (1)
- Aplicaciones Al Código ASME IXDocument8 pagesAplicaciones Al Código ASME IXRjvPoquiNo ratings yet
- Código Asme Sección IX, 2013 - en Español, Parte QWDocument223 pagesCódigo Asme Sección IX, 2013 - en Español, Parte QWNoel Herrera90% (21)
- Arituculo IDocument18 pagesArituculo IBrayan ConcobáNo ratings yet
- Proceso de Soldadura ValidaciónDocument6 pagesProceso de Soldadura ValidaciónmatflNo ratings yet
- 1 Calificación y Desempeño de Soldadores Rev04Document6 pages1 Calificación y Desempeño de Soldadores Rev04Nathalie VasquezNo ratings yet
- ASME SECCION IX Calificacion de SoldaduraDocument31 pagesASME SECCION IX Calificacion de SoldaduraEdison Morales Muñoz100% (6)
- Soldadura Procesos WPS PQRDocument3 pagesSoldadura Procesos WPS PQRALEXANDRA GARCIA CAICEDO100% (3)
- Asme Ix-Calificacion de Soldadura y Sold AdoresDocument276 pagesAsme Ix-Calificacion de Soldadura y Sold AdoresLeo Bonilla100% (1)
- ASME IX Calificacion de Soldadura y Soldadores ESDocument275 pagesASME IX Calificacion de Soldadura y Soldadores ESjulioware67% (3)
- Norma ASME SoldaduraDocument275 pagesNorma ASME SoldaduraWilliam F. León97% (30)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Soldadura MAG de chapas de acero al carbono. FMEC0210From EverandSoldadura MAG de chapas de acero al carbono. FMEC0210No ratings yet
- Operaciones de mecanizado por medios automáticos. FMEE0208From EverandOperaciones de mecanizado por medios automáticos. FMEE0208No ratings yet
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónFrom EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónRating: 4 out of 5 stars4/5 (1)
- Perforación de pozos petroleros en tierraFrom EverandPerforación de pozos petroleros en tierraRating: 3.5 out of 5 stars3.5/5 (3)
- UF0902 - Caracterización de instalaciones de climatizaciónFrom EverandUF0902 - Caracterización de instalaciones de climatizaciónRating: 5 out of 5 stars5/5 (1)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210From EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210No ratings yet
- Montaje de soportes y ensamblaje de tuberías. FMEC0108From EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Rating: 5 out of 5 stars5/5 (1)
- Montaje de redes de distribución de agua. ENAT0108From EverandMontaje de redes de distribución de agua. ENAT0108No ratings yet
- Montaje de anclajes y subestructura portante para fachadas transventiladas. IEXD0409From EverandMontaje de anclajes y subestructura portante para fachadas transventiladas. IEXD0409Rating: 5 out of 5 stars5/5 (1)
- Guía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoFrom EverandGuía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoNo ratings yet
- Modelado unidimensional de los motores de dos tiempos de pequeña cilindradaFrom EverandModelado unidimensional de los motores de dos tiempos de pequeña cilindradaRating: 5 out of 5 stars5/5 (1)
- Montaje de elementos y equipos en instalaciones de telecomunicaciones en edificiosFrom EverandMontaje de elementos y equipos en instalaciones de telecomunicaciones en edificiosNo ratings yet
- Conceptos Del Dibujo TecnicoDocument18 pagesConceptos Del Dibujo TecnicoDi NoNo ratings yet
- Awsd1 1Document71 pagesAwsd1 1Juan Santos90% (10)
- Norma Soldadura Aws d1.1Document58 pagesNorma Soldadura Aws d1.1jpobando95% (22)
- Awsd1 1Document71 pagesAwsd1 1Juan Santos90% (10)
- Acero M42Document2 pagesAcero M42J Ferreyra LibanoNo ratings yet
- Propiedades Del ConcretoDocument8 pagesPropiedades Del ConcretoMauricio GarciaNo ratings yet
- Ingeperfil CalidadMateriallDocument4 pagesIngeperfil CalidadMateriallssierroNo ratings yet
- OPEXDocument8 pagesOPEXFernando Alarcon AbadNo ratings yet
- Problemas U3 Tiempo de Agotamiento de PrácticaDocument4 pagesProblemas U3 Tiempo de Agotamiento de PrácticaNohemi Rodriguez100% (1)
- Imforme Diseños HuancayoDocument14 pagesImforme Diseños HuancayoLuis Anthoni Mucha LópezNo ratings yet
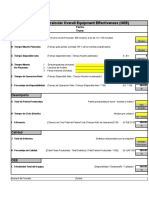
- Cálculo OEE equipoDocument1 pageCálculo OEE equiponelsonNo ratings yet
- Costos Históricos de Compañia ALFA S.A. de C.V.Document10 pagesCostos Históricos de Compañia ALFA S.A. de C.V.Yolanda D Roldán100% (1)
- Filosofía Toyota LeanDocument5 pagesFilosofía Toyota LeanAlanHerenciaRNo ratings yet
- ESAN - Práctica Dirigida 1 - Costeo Real - SoluciónDocument18 pagesESAN - Práctica Dirigida 1 - Costeo Real - Soluciónjuan_vivanco_3No ratings yet
- Comportamiento ventas-inventario Esferos S.A. Agosto 2011Document12 pagesComportamiento ventas-inventario Esferos S.A. Agosto 2011Geraldine ReinaNo ratings yet
- Prog DinamicaDocument9 pagesProg DinamicaFernando RlNo ratings yet
- Acero para CementacionDocument2 pagesAcero para CementacionSalvador MoedanoNo ratings yet
- Tratamientos térmicos para mejorar propiedades mecánicasDocument2 pagesTratamientos térmicos para mejorar propiedades mecánicasLuis Antonio SotoNo ratings yet
- ISO 690 bibliografía optimizada paraDocument17 pagesISO 690 bibliografía optimizada paraEric Nelson0% (1)
- Cuestionario Curso Just in Time "Método Toyota"Document32 pagesCuestionario Curso Just in Time "Método Toyota"hcajamarca92% (13)
- Taller 1 de INVESTIGACION de Operaciones ResueltosDocument12 pagesTaller 1 de INVESTIGACION de Operaciones Resueltosjosephalcivar224100% (1)
- OPTIMIZACIÓN SECUENCIAS MÁQUINASDocument9 pagesOPTIMIZACIÓN SECUENCIAS MÁQUINASdinocrazyNo ratings yet
- Lean ManufacturingDocument33 pagesLean ManufacturingAlfredo Valenzuela ZNo ratings yet
- Excel LPI USM TrabajoDocument41 pagesExcel LPI USM TrabajoAndres MardonesNo ratings yet
- Justo A Tiempo, Chase y AquilanoDocument51 pagesJusto A Tiempo, Chase y AquilanoCourtney BrownNo ratings yet
- Kaizen UANL mejora continuaDocument5 pagesKaizen UANL mejora continuaTara MillerNo ratings yet
- 1.1. Examen Parcial COESCA 2Document12 pages1.1. Examen Parcial COESCA 2Jimy OblitasNo ratings yet
- EJERCICIOS TAMAÑO LOTE BEST BUYDocument13 pagesEJERCICIOS TAMAÑO LOTE BEST BUYJavierAlexisSánchezSalazar100% (1)
- Topicos Selectos de Ingenieria Industrial PDFDocument7 pagesTopicos Selectos de Ingenieria Industrial PDFCesar LopezNo ratings yet
- Trabajo en Caliente y Frio de Los MetalesDocument11 pagesTrabajo en Caliente y Frio de Los MetalesisidroscribdNo ratings yet
- Evaluación Examen Parcial - Semana 4Document8 pagesEvaluación Examen Parcial - Semana 4Yuri CBNo ratings yet
- Tabla de Especificasiones Torno PinachoDocument49 pagesTabla de Especificasiones Torno PinachoAlb L JeferNo ratings yet
- TFM P 107 PDFDocument110 pagesTFM P 107 PDFMaxExpoNo ratings yet
- Acero Sisa h13Document2 pagesAcero Sisa h13Byron RodriguezNo ratings yet