You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- PNG University of Technology CE322 Hydraulics II Assignment 1Document2 pagesPNG University of Technology CE322 Hydraulics II Assignment 1Nickson KomsNo ratings yet
- Active AbsorptionDocument2 pagesActive AbsorptionANo ratings yet
- Reanna DixonDocument10 pagesReanna DixonElvin BucknorNo ratings yet
- Metabolisme ImmunometabolismDocument25 pagesMetabolisme ImmunometabolismOKE channelNo ratings yet
- Rishab IntroDocument4 pagesRishab IntroDeborsha DekaNo ratings yet
- Production of Single Cell Protein From O20170322 30580 1n772t9 With Cover Page v2Document6 pagesProduction of Single Cell Protein From O20170322 30580 1n772t9 With Cover Page v2Ahmad TobalNo ratings yet
- Exercise 0.5 UltrafiltrationDocument67 pagesExercise 0.5 UltrafiltrationAntonio MoncayoNo ratings yet
- Chapter TwoDocument14 pagesChapter TwoEboO QQNo ratings yet
- Determine Xenon's Ionization PotentialDocument3 pagesDetermine Xenon's Ionization PotentialAbhi Rami50% (2)
- Bio Energiser Hair Boost Caffeine Power Tonic MSDS October 2016Document3 pagesBio Energiser Hair Boost Caffeine Power Tonic MSDS October 2016Alexander JefferyNo ratings yet
- Small Scale Bu Is I Ness of Production of Liquid SoapDocument27 pagesSmall Scale Bu Is I Ness of Production of Liquid SoapIbrahem DahabNo ratings yet
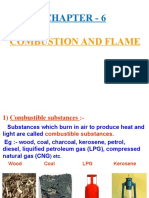
- Combustion and Flame: Understanding the BasicsDocument17 pagesCombustion and Flame: Understanding the Basicsdian100% (1)
- Bamboo CharcoalDocument4 pagesBamboo CharcoalEva Lizwina MatinNo ratings yet
- Classification of Matter and Its PropertiesDocument8 pagesClassification of Matter and Its PropertiesBarachiel Vedua100% (1)
- Chemistry Final Cheat SheetDocument1 pageChemistry Final Cheat SheetScott Allred100% (2)
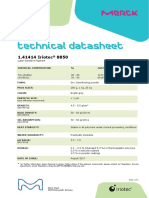
- Iriotec - 8850 - Merck - TDS (For Rest of The World) PDFDocument2 pagesIriotec - 8850 - Merck - TDS (For Rest of The World) PDFxy2zjgNo ratings yet
- TG Jiu-EuDocument7 pagesTG Jiu-EuRamonik RbelaNo ratings yet
- An Overview of Traditional Fish Smoking in Africa PDFDocument20 pagesAn Overview of Traditional Fish Smoking in Africa PDFBzmania SlimnzieNo ratings yet
- Study of Combined Effect of Polypropylene Fibres and Raw Rice Husk To Enhance Insulation Property of Concrete at Elevated TemperatureDocument9 pagesStudy of Combined Effect of Polypropylene Fibres and Raw Rice Husk To Enhance Insulation Property of Concrete at Elevated TemperatureIJRASETPublicationsNo ratings yet
- Contamination Control Requirements: Space ShuttleDocument34 pagesContamination Control Requirements: Space ShuttlectrubasNo ratings yet
- Experiment No. 1 (CRE II - RTD MFR (Pulse) )Document6 pagesExperiment No. 1 (CRE II - RTD MFR (Pulse) )Prashant GiriNo ratings yet
- NANI K 46TH PASUNDAN 2021.12.01 08.36.02 DetailsDocument4 pagesNANI K 46TH PASUNDAN 2021.12.01 08.36.02 Detailsakreditasi tarogong 2023No ratings yet
- Quantum TunnellingDocument11 pagesQuantum Tunnellingrr1819100% (1)
- Onshore Pipeline Engineering: Challenges: Oliver Sokoll - Pipeline Lead EngineerDocument25 pagesOnshore Pipeline Engineering: Challenges: Oliver Sokoll - Pipeline Lead EngineerdanielNo ratings yet
- Properties of Water Table Temperature Density Dynamic ViscosityDocument1 pageProperties of Water Table Temperature Density Dynamic ViscosityCstiosenNo ratings yet
- Why SKF - SKF Explorer Spherical Roller Bearings For Vibratory Applications - 06551 - 1 EN PDFDocument2 pagesWhy SKF - SKF Explorer Spherical Roller Bearings For Vibratory Applications - 06551 - 1 EN PDFWildan PriatnaNo ratings yet
- Air Carbon Arc GougingDocument3 pagesAir Carbon Arc GougingMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Dale Beggs 1 - Production Optimization Using Nodal Analysis (010-016)Document7 pagesDale Beggs 1 - Production Optimization Using Nodal Analysis (010-016)Luz Mary OrtegaNo ratings yet
- Flyer The Adixen 2000 Series Vacuum GaugesDocument2 pagesFlyer The Adixen 2000 Series Vacuum GaugespradungNo ratings yet
- Fluid Mechanics Tutorial on Fluid Properties and CalculationsDocument2 pagesFluid Mechanics Tutorial on Fluid Properties and CalculationsGabrielNo ratings yet