You might also like
- Ijera 012225228ZDocument4 pagesIjera 012225228Zchetan2042No ratings yet
- Ijera 012219225yDocument7 pagesIjera 012219225ychetan2042No ratings yet
- Ijera 012165172SDocument8 pagesIjera 012165172Schetan2042No ratings yet
- Ijera 012144148oDocument4 pagesIjera 012144148ochetan2042No ratings yet
- Ijera 012194201WDocument8 pagesIjera 012194201Wchetan2042No ratings yet
- 012140143NDocument4 pages012140143Nchetan2042No ratings yet
- Ijera 012183189uDocument7 pagesIjera 012183189uchetan2042No ratings yet
- Ijera 012202218XDocument17 pagesIjera 012202218Xchetan2042No ratings yet
- Ijera 012190193VDocument4 pagesIjera 012190193Vchetan2042No ratings yet
- Ijera 012174182TDocument9 pagesIjera 012174182Tchetan2042No ratings yet
- Prediction of Shear Strength of PPFRC Moderate Deep Beams Using Strut-and-Tie ModelsDocument4 pagesPrediction of Shear Strength of PPFRC Moderate Deep Beams Using Strut-and-Tie Modelschetan2042No ratings yet
- Ijera 012153156QDocument4 pagesIjera 012153156Qchetan2042No ratings yet
- 012122124LDocument3 pages012122124Lchetan2042No ratings yet
- 012125139MDocument15 pages012125139Mchetan2042No ratings yet
- 0121021081IDocument7 pages0121021081Ichetan2042No ratings yet
- The Effect of Window Parameter (Window On The Processing of Atmospheric SignalsDocument8 pagesThe Effect of Window Parameter (Window On The Processing of Atmospheric Signalschetan2042No ratings yet
- 012092101HDocument10 pages012092101Hchetan2042No ratings yet
- 012117121KDocument5 pages012117121Kchetan2042No ratings yet
- 012086091GDocument6 pages012086091Gchetan2042No ratings yet
- 012078085FDocument8 pages012078085Fchetan2042No ratings yet
- 012055058BDocument4 pages012055058Bchetan2042No ratings yet
- Monte Carlo Simulation of Gan Submicron N - N-N Diode With Algan Heterojunction CathodeDocument4 pagesMonte Carlo Simulation of Gan Submicron N - N-N Diode With Algan Heterojunction Cathodechetan2042No ratings yet
- 011045050GDocument6 pages011045050Gchetan2042No ratings yet
- High Performance of Linbo Electrooptic Modulator Devices in High Speed Photonic NetworksDocument10 pagesHigh Performance of Linbo Electrooptic Modulator Devices in High Speed Photonic Networkschetan2042No ratings yet
- 012051054ADocument4 pages012051054Achetan2042No ratings yet
- Performance Evaluation & Comparison of Routing Protocols For Ad Hoc Wireless NetworksDocument10 pagesPerformance Evaluation & Comparison of Routing Protocols For Ad Hoc Wireless Networkschetan2042No ratings yet
- Application of The Genetic Algorithm To Investigate Nanostructures of Gaas/Algaas Quantum WellsDocument5 pagesApplication of The Genetic Algorithm To Investigate Nanostructures of Gaas/Algaas Quantum Wellschetan2042No ratings yet
- 011036044FDocument9 pages011036044Fchetan2042No ratings yet
- 011032035EDocument4 pages011032035Echetan2042No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ADB Procurement Framework UpdateDocument59 pagesADB Procurement Framework UpdateAvisheak PalNo ratings yet
- Branching Stochastic Processes History, Theory, Applications - Mitov 2011Document9 pagesBranching Stochastic Processes History, Theory, Applications - Mitov 2011Manelisi LuthuliNo ratings yet
- UntitledDocument3 pagesUntitledLynlyn ChuchuNo ratings yet
- Planetary EmpiresDocument15 pagesPlanetary Empiresrodnan197886% (7)
- Numerical Differentiation and Integration: Lecture Series On " Numerical Techniques and Programming in Matlab"Document55 pagesNumerical Differentiation and Integration: Lecture Series On " Numerical Techniques and Programming in Matlab"ahmedNo ratings yet
- Lesson 1 Definition of Quantitative Research - pdf2Document8 pagesLesson 1 Definition of Quantitative Research - pdf2Funny JuanNo ratings yet
- ScreeningDocument26 pagesScreeningEllen Bumal-o100% (1)
- Performance Evaluation of Artificial Floating Island For Nutrient Removal IJERTV8IS120022Document5 pagesPerformance Evaluation of Artificial Floating Island For Nutrient Removal IJERTV8IS120022Pavan kashappagoudarNo ratings yet
- Microsoft's Corporate Social ResponsibilityDocument15 pagesMicrosoft's Corporate Social ResponsibilityYusrie AbinalNo ratings yet
- Modulein FLMidtermDocument15 pagesModulein FLMidtermKryzelle Angela OnianaNo ratings yet
- Print Reports from Oracle EAM Maintenance ProgramDocument7 pagesPrint Reports from Oracle EAM Maintenance ProgrammmfakhryNo ratings yet
- Final Draft of Academic WritingDocument4 pagesFinal Draft of Academic Writingvwandah0No ratings yet
- Grade 2 - Holiday HomeworkDocument4 pagesGrade 2 - Holiday HomeworkGokul VeNo ratings yet
- Uljarević - CONVERGENCE MEASUREMENTS AND DATA ANALYSIS IN THE ACCESS TUNNEL OF DERIVATION TUNNELDocument10 pagesUljarević - CONVERGENCE MEASUREMENTS AND DATA ANALYSIS IN THE ACCESS TUNNEL OF DERIVATION TUNNELMilan UljarevicNo ratings yet
- Mechanical Engineer Aditya Shende's ResumeDocument3 pagesMechanical Engineer Aditya Shende's ResumednjkubiwuqdkabsNo ratings yet
- A Building Sustainability Assessment System (BSAS) For Least DevDocument9 pagesA Building Sustainability Assessment System (BSAS) For Least DevGibidaws HapNo ratings yet
- Astronomical Distance, Mass and Time ScalesDocument11 pagesAstronomical Distance, Mass and Time ScalesHARENDRA RANJANNo ratings yet
- CICLing2011 Manning TaggingDocument19 pagesCICLing2011 Manning TaggingMuhammad AbrarNo ratings yet
- Experiment 1 Moment of Inertia and Angular MomentumDocument3 pagesExperiment 1 Moment of Inertia and Angular MomentumRikachuNo ratings yet
- WLP Science 6 Q1 Week 8Document13 pagesWLP Science 6 Q1 Week 8elizaldeNo ratings yet
- Nature and Scope of EconomicsDocument6 pagesNature and Scope of EconomicsRenu AgrawalNo ratings yet
- CH 4Document21 pagesCH 4Amir HussainNo ratings yet
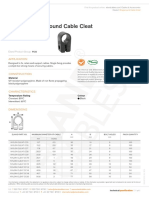
- Wraparound Cable CleatDocument1 pageWraparound Cable Cleatsaghaee.rezaNo ratings yet
- Naoroj Muntashir: Curriculum Vitae ofDocument3 pagesNaoroj Muntashir: Curriculum Vitae ofMizanul HoqueNo ratings yet
- Proportional-Integral-Derivative and Linear Quadratic Regulator Control of Direct Current Motor Position Using Multi-Turn Based On LabviewDocument5 pagesProportional-Integral-Derivative and Linear Quadratic Regulator Control of Direct Current Motor Position Using Multi-Turn Based On LabviewGERARDO CABRERANo ratings yet
- Psych Stats CIA-2030206 Method FileDocument39 pagesPsych Stats CIA-2030206 Method FileAranya BanerjeeNo ratings yet
- Organizational Reward SystemDocument17 pagesOrganizational Reward SystemHitendrasinh Zala100% (3)
- LabovWaletzky Narrative ModelDocument2 pagesLabovWaletzky Narrative ModelTatianaNo ratings yet
- Osman Jayasinghe Chemistry IIDocument4 pagesOsman Jayasinghe Chemistry IIyasidu rashmikaNo ratings yet
- Instant Download Ebook PDF Dynamics of Structures 5th Edition by Anil K Chopra PDF ScribdDocument41 pagesInstant Download Ebook PDF Dynamics of Structures 5th Edition by Anil K Chopra PDF Scribdlisa.vanwagner713100% (44)