You might also like
- Inspection and Test Plan For Pressure VesselDocument4 pagesInspection and Test Plan For Pressure VesselNurul Amirah Princesza100% (3)
- PQR Asme Ix - CompletedDocument3 pagesPQR Asme Ix - CompletedCarlos Nombela Palacios100% (1)
- UT Procedure For Thickness Measurement Rev 07Document8 pagesUT Procedure For Thickness Measurement Rev 07Kuppan SrinivasanNo ratings yet
- U-Stamp QapDocument6 pagesU-Stamp Qapchonubobby100% (1)
- Piping Inspection ProcedureDocument9 pagesPiping Inspection ProcedureImam Buchairi100% (2)
- Piping External Visual Inspection ProcedureDocument3 pagesPiping External Visual Inspection Procedurecamasa2011100% (1)
- Shell and Tube Heat Exchanger TPIDocument9 pagesShell and Tube Heat Exchanger TPIpstechnical_43312697No ratings yet
- Pressure Vessel Dimension Inspection PDFDocument17 pagesPressure Vessel Dimension Inspection PDFEqubal KhanNo ratings yet
- Piping Inspection: TPI ServicesDocument3 pagesPiping Inspection: TPI ServicesAnkit KumarNo ratings yet
- Inspection Report: Vaccum Test RecordDocument21 pagesInspection Report: Vaccum Test RecordWahyudi MetrizaNo ratings yet
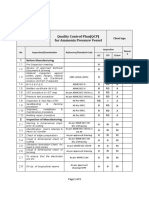
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- ITP - PipingDocument7 pagesITP - PipingRiaz Rasool100% (2)
- Piping Inspect & Testing ProcedureDocument11 pagesPiping Inspect & Testing ProcedureErlanggaBonaparteNo ratings yet
- ITP-PRESSURE VESSEL ExistingDocument2 pagesITP-PRESSURE VESSEL ExistingArisNo ratings yet
- Pressure Vessel Repair ProcedureDocument7 pagesPressure Vessel Repair ProcedureAndy UgohNo ratings yet
- 24.tank Oil Chalk TestDocument3 pages24.tank Oil Chalk TestShubham ShuklaNo ratings yet
- Vaccum Test MethodDocument4 pagesVaccum Test MethodMahmud AlamNo ratings yet
- Visual Inspection Report FormDocument8 pagesVisual Inspection Report FormfriyantoNo ratings yet
- Weld Visual ExaminationDocument11 pagesWeld Visual ExaminationAnonymous hBBam1n100% (3)
- F.sq-p.003 Rev. 0 Procedure For Repair, Alteration, and Modification Pressure VesselDocument7 pagesF.sq-p.003 Rev. 0 Procedure For Repair, Alteration, and Modification Pressure VesselIksan Adityo MulyoNo ratings yet
- Inspection and Test Plan For Storage TankDocument7 pagesInspection and Test Plan For Storage TankAhmed100% (5)
- Inspection and Test Plan For Pressure Vessel Repair, Modification, AlterationDocument5 pagesInspection and Test Plan For Pressure Vessel Repair, Modification, AlterationMuhammed Abo-Fandood50% (2)
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNo ratings yet
- Welding Procedure Specification - Tie - inDocument3 pagesWelding Procedure Specification - Tie - indndudcNo ratings yet
- Inspection Test Plan Check Hold Points For Piping WorksDocument4 pagesInspection Test Plan Check Hold Points For Piping WorksYoucef Chorfa100% (1)
- F.sq-p.002 Rev. 0 Procedure For Existing Pressure VesselDocument6 pagesF.sq-p.002 Rev. 0 Procedure For Existing Pressure VesselIksan Adityo MulyoNo ratings yet
- API 598 Testing Procedure-20130720-032647Document2 pagesAPI 598 Testing Procedure-20130720-032647JOMAGUES100% (1)
- NDT Map Itp Pressure VesselDocument4 pagesNDT Map Itp Pressure VesselSYED FADZIL SYED MOHAMEDNo ratings yet
- Fabrication Procedure for Pressure EquipmentDocument20 pagesFabrication Procedure for Pressure EquipmentPT.Composites Indonesia100% (2)
- Visual Inspection - Sample Report For Spherical VesselDocument8 pagesVisual Inspection - Sample Report For Spherical Vesselkamal90% (10)
- M 111 Tank Weld Repair ProcedureDocument8 pagesM 111 Tank Weld Repair ProcedureAAISATNo ratings yet
- Onshore Regeneration Gas Subcooler Internal Inspection ProcedureDocument16 pagesOnshore Regeneration Gas Subcooler Internal Inspection Procedurekptl6185No ratings yet
- Tank Inspection NotesDocument5 pagesTank Inspection Notesaneeshjose013No ratings yet
- 13 - Piping Sample ReportDocument5 pages13 - Piping Sample ReportS Surya Dharma100% (3)
- Api 650 RTDocument3 pagesApi 650 RTAdi QCNo ratings yet
- API 510 External Inspection ChecklistDocument3 pagesAPI 510 External Inspection ChecklistMetallurgist007100% (3)
- Visual Examination ProcedureDocument10 pagesVisual Examination Proceduresantanurini50% (2)
- Pressure Vessel InspectionDocument44 pagesPressure Vessel Inspectionأحمد صبحى100% (4)
- TDI41 Tank Inspection Repair & Alteration API 653 Sec 9Document13 pagesTDI41 Tank Inspection Repair & Alteration API 653 Sec 9Faizal Sattu100% (2)
- Fabrication Procedure for Rolling Shell PlatesDocument10 pagesFabrication Procedure for Rolling Shell PlatesMuhammad Yunus NurdinNo ratings yet
- Inspection Techniques for Boiler TubesDocument41 pagesInspection Techniques for Boiler Tubespstechnical_43312697100% (2)
- Thickness Qualification Range For PQR and WPQDocument5 pagesThickness Qualification Range For PQR and WPQOuled BladiNo ratings yet
- Pressure Vessel Inspection Procedure Rev.2Document24 pagesPressure Vessel Inspection Procedure Rev.2Ariq Fauzan100% (7)
- Electrode Handling Procedure - Simple - SMAWDocument7 pagesElectrode Handling Procedure - Simple - SMAWGalih Suksmono Adi0% (1)
- WI-INSP-02 R1 Work Instruction - Heat Exchanger InspectionDocument5 pagesWI-INSP-02 R1 Work Instruction - Heat Exchanger InspectionRakesh MishraNo ratings yet
- Pipeline Guide E-Mar18Document142 pagesPipeline Guide E-Mar18Poligonio Man-PyNo ratings yet
- QP STD L 009 R1 TechSpecfor Corrosion Monitoring SystemDocument36 pagesQP STD L 009 R1 TechSpecfor Corrosion Monitoring SystemMohamed HassanNo ratings yet
- Process Industry Practices Piping: PIP PNSC0001 Fabrication and Examination Specification For ASME B31.3 Metallic PipingDocument17 pagesProcess Industry Practices Piping: PIP PNSC0001 Fabrication and Examination Specification For ASME B31.3 Metallic PipingMidhun K Chandrabose100% (2)
- 07 24 13 01 EIFS TG Final Reced 053117 From H RocheDocument89 pages07 24 13 01 EIFS TG Final Reced 053117 From H RocheRafael ShalashNo ratings yet
- QP STD R 008 Part 2 - NDTDocument15 pagesQP STD R 008 Part 2 - NDTvijimurugan2003No ratings yet
- QP Standard For NDT Part 1 - Management System and Personnel Qualificatio...Document14 pagesQP Standard For NDT Part 1 - Management System and Personnel Qualificatio...QA QC0% (1)
- Fac Rules Jan22Document330 pagesFac Rules Jan22Ricardo CarvalhoNo ratings yet
- NSCV c7d Ed 1.4 February 2022 Commencing 1 April 2022Document34 pagesNSCV c7d Ed 1.4 February 2022 Commencing 1 April 2022sony2anggaraNo ratings yet
- Riser Guide E-Mar18Document129 pagesRiser Guide E-Mar18Luciano RezendeNo ratings yet
- 45 Samss 013Document23 pages45 Samss 013Waleed MedhatNo ratings yet
- AS 2417part 2 ISO 2548 Pumps The International Acceptance - 1Document40 pagesAS 2417part 2 ISO 2548 Pumps The International Acceptance - 1rubenNo ratings yet
- Of The Nuclear Safety Standards Commission (KTA)Document96 pagesOf The Nuclear Safety Standards Commission (KTA)WaronNo ratings yet
- As 1554 Part 3 - Welding Reinforcing SteelDocument29 pagesAs 1554 Part 3 - Welding Reinforcing Steelpvdang50% (2)
- Kuwait Oil Company Pipeline Welding SpecificationDocument17 pagesKuwait Oil Company Pipeline Welding SpecificationnpwalNo ratings yet
- Saep 1661Document7 pagesSaep 1661Shahul Hameed RazikNo ratings yet
- Saes F 007Document38 pagesSaes F 007Shahul Hameed RazikNo ratings yet
- Forged Carbon and Alloy Steel Flanges For Low-Temperature ServiceDocument6 pagesForged Carbon and Alloy Steel Flanges For Low-Temperature ServiceShahul Hameed RazikNo ratings yet
- Saes B 008Document5 pagesSaes B 008Shahul Hameed RazikNo ratings yet
- 175 740100Document2 pages175 740100Shahul Hameed RazikNo ratings yet
- 175 017800Document1 page175 017800Abu Anas M.SalaheldinNo ratings yet
- 175 017800Document1 page175 017800Abu Anas M.SalaheldinNo ratings yet
- 175 017800Document1 page175 017800Abu Anas M.SalaheldinNo ratings yet
- 175 791300Document2 pages175 791300Shahul Hameed RazikNo ratings yet
- Cement Lining (Pipe & Fittings) : Inspection Assignment PackageDocument6 pagesCement Lining (Pipe & Fittings) : Inspection Assignment PackageShahul Hameed RazikNo ratings yet
- API 600 - Presentation - Steel Gate Valves - Flanged & Bulttwelding Ends, Bolted BonnetDocument75 pagesAPI 600 - Presentation - Steel Gate Valves - Flanged & Bulttwelding Ends, Bolted BonnetNilesh Mistry100% (4)
- 175 791100Document2 pages175 791100Shahul Hameed RazikNo ratings yet
- COURSE - ON - WELDING - TECHNOLOGY - 28 Sep 2019@@Document2 pagesCOURSE - ON - WELDING - TECHNOLOGY - 28 Sep 2019@@Shahul Hameed RazikNo ratings yet
- SilicosisDocument1 pageSilicosisShahul Hameed RazikNo ratings yet
- Visual Inspection of Tanks & Pressure VesselsDocument29 pagesVisual Inspection of Tanks & Pressure VesselsShahul Hameed Razik100% (5)
- Pantograph Cables For Marine Loading ArmsDocument7 pagesPantograph Cables For Marine Loading ArmsShahul Hameed RazikNo ratings yet
- Charting An Exciting Course: ISSA55 DubaiDocument60 pagesCharting An Exciting Course: ISSA55 DubaiShahul Hameed RazikNo ratings yet
- PWHT Requirements Comparison Across ASME CodesDocument3 pagesPWHT Requirements Comparison Across ASME Codescisar0007No ratings yet
- Chapter 2 - Inspection, Tests and Safety For PE PipesDocument27 pagesChapter 2 - Inspection, Tests and Safety For PE PipesPeter ShiuNo ratings yet
- Demystifying Salt Measurement LabelsDocument3 pagesDemystifying Salt Measurement LabelsJohnNo ratings yet
- 01-SAMSS-034 RTR (Fiberglass) Pressure Pipe and Fittings 19-MAR-2013Document19 pages01-SAMSS-034 RTR (Fiberglass) Pressure Pipe and Fittings 19-MAR-2013asiqnaNo ratings yet
- 100 VT 003 RevOriginalDocument8 pages100 VT 003 RevOriginalShahul Hameed RazikNo ratings yet
- WPS TrainingDocument11 pagesWPS TrainingShahul Hameed RazikNo ratings yet
- UT Procedure For Longitudinal Seam WeldsDocument8 pagesUT Procedure For Longitudinal Seam WeldsShahul Hameed RazikNo ratings yet
- Handbook of Polyethylene PipeDocument9 pagesHandbook of Polyethylene PipeShahul Hameed RazikNo ratings yet
- Rtfi ClassDocument139 pagesRtfi ClassShahul Hameed Razik100% (16)
- Intrinsic and Extrinsic N Type P TypeDocument4 pagesIntrinsic and Extrinsic N Type P TypeDinesh VelNo ratings yet
- Acids and Alkalis Practice Test 1Document3 pagesAcids and Alkalis Practice Test 1Harry Baggaley100% (1)
- Chem Note SS1 1st TermDocument32 pagesChem Note SS1 1st TermVictor Okosun94% (16)
- Design and Simulation of Planar Archimedean Spiral AntennaDocument4 pagesDesign and Simulation of Planar Archimedean Spiral AntennaHieu NgNo ratings yet
- 08 Percentage of H2O2Document3 pages08 Percentage of H2O2cpetrillo773No ratings yet
- An Investigation Into The Factors Affecting The Rate of Reaction Between Magnesium and Hydrochloric AcidDocument4 pagesAn Investigation Into The Factors Affecting The Rate of Reaction Between Magnesium and Hydrochloric AcidDao Thi Hoang HoaNo ratings yet
- PreciControl ISD - Ms - 05889081190.v3.en PDFDocument2 pagesPreciControl ISD - Ms - 05889081190.v3.en PDFARIF AHAMMED PNo ratings yet
- Roof Drainage DesignDocument9 pagesRoof Drainage DesignarbiNo ratings yet
- Part 2 - AtmosphereDocument21 pagesPart 2 - AtmosphereMarie YabutNo ratings yet
- AOAC 965.08 Kadar Air Pada PupukDocument3 pagesAOAC 965.08 Kadar Air Pada PupukDENI ARIFIYANTONo ratings yet
- An Introduction To Vibration Control in BuildingsDocument45 pagesAn Introduction To Vibration Control in Buildingsosama alabsiNo ratings yet
- Dimensional Analysis ExerciseDocument2 pagesDimensional Analysis ExercisebiribiboiNo ratings yet
- Chem 210 Lab Report 1Document6 pagesChem 210 Lab Report 1Mxokzah Cmoh100% (1)
- How To Build Solar FarmDocument30 pagesHow To Build Solar Farmfibref100% (3)
- Rainbow FireDocument4 pagesRainbow FireSilvia MariaNo ratings yet
- Design of O-Rings For SealingDocument87 pagesDesign of O-Rings For Sealingsiva rajaNo ratings yet
- Bi Rotator FormDocument17 pagesBi Rotator FormBùi Hắc HảiNo ratings yet
- Final Year Project On USE OF PLASTIC WASTE IN FLEXIBLE PAVEMENTSDocument52 pagesFinal Year Project On USE OF PLASTIC WASTE IN FLEXIBLE PAVEMENTSAkash Singh84% (97)
- Introduction to Multicomponent Distillation DesignDocument60 pagesIntroduction to Multicomponent Distillation DesignAnonymous a6dqwz4Y7B100% (2)
- Dual Plate Check ValveDocument38 pagesDual Plate Check ValveVikas Kumar PathakNo ratings yet
- R717 (Ammonia) Pressure Temperature ChartDocument2 pagesR717 (Ammonia) Pressure Temperature ChartNeoZeruelNo ratings yet
- Synthesis of Para-Red and 1-Iodo-4-Nitrobenzene ExperimentDocument2 pagesSynthesis of Para-Red and 1-Iodo-4-Nitrobenzene ExperimentMaryNo ratings yet
- A Review of Aqueous Organic Reactions For The Undergraduate Teaching LaboratoryDocument14 pagesA Review of Aqueous Organic Reactions For The Undergraduate Teaching LaboratoryBer GuzNo ratings yet
- np38 12b Product Data SheetDocument2 pagesnp38 12b Product Data Sheetapi-170472102No ratings yet
- Cutting Fluids and Machining ProcessesDocument19 pagesCutting Fluids and Machining Processescasey rimNo ratings yet
- CP de VaporDocument6 pagesCP de VaporNatalia MorenoNo ratings yet
- Steel-Concrete Composites Beams Considering Shear Slip EffectDocument23 pagesSteel-Concrete Composites Beams Considering Shear Slip EffectAnnisa Prita MelindaNo ratings yet
- NFL Corporate Presentation FinalDocument27 pagesNFL Corporate Presentation Finalnirmal singhNo ratings yet
- AQA CHEM5 W MS Jan11Document15 pagesAQA CHEM5 W MS Jan11fukhrajNo ratings yet