You might also like
- Lathe Modelling 2Document2 pagesLathe Modelling 2cesargramcko100% (1)
- Lathe Modelling1Document4 pagesLathe Modelling1Frenchwolf420No ratings yet
- Crossbow PlansDocument4 pagesCrossbow Planssuperscribed75% (4)
- Lathe Tool Post Grinder PlansDocument5 pagesLathe Tool Post Grinder Plansozland9No ratings yet
- A Fine Vertical Steam Engine - Hobbies - Apr 1931Document8 pagesA Fine Vertical Steam Engine - Hobbies - Apr 1931dsdffgfgfssfdgsfgdNo ratings yet
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- Building: LatheDocument60 pagesBuilding: LathePierre799es86% (7)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Turning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningFrom EverandTurning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningRating: 2.5 out of 5 stars2.5/5 (2)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
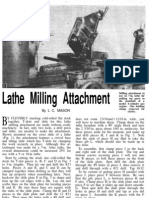
- Lathe-Milling AttachmentDocument4 pagesLathe-Milling AttachmentFrenchwolf420No ratings yet
- Belt SanderDocument2 pagesBelt SanderFrenchwolf420No ratings yet
- 4in Bench SlotterDocument4 pages4in Bench SlotterTeresa Melanathy100% (1)
- Blacksmith Shop PracticeDocument48 pagesBlacksmith Shop PracticeArtisan Ideas100% (4)
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- Bolt, Nut and Rivet Forging by Douglas T. HamiltonDocument52 pagesBolt, Nut and Rivet Forging by Douglas T. HamiltonArtisan Ideas100% (1)
- Vintage Power Tool Plans 1950sDocument180 pagesVintage Power Tool Plans 1950sPierre799es100% (5)
- How to Build a Simple DIY Backstand for Knife MakingDocument7 pagesHow to Build a Simple DIY Backstand for Knife Makingdennis52100% (1)
- Bench MillDocument2 pagesBench MillEdward Elric2No ratings yet
- Workshop Practice Series 25 - The Backyard FoundryDocument50 pagesWorkshop Practice Series 25 - The Backyard FoundryPop Adrian100% (11)
- Power HackSawDocument6 pagesPower HackSawMike Nichlos100% (2)
- Light Ball-Bearing Column GrinderDocument2 pagesLight Ball-Bearing Column GrinderFernando Morocho100% (1)
- Grinding Your Own Lathe ToolsDocument9 pagesGrinding Your Own Lathe ToolsredneckrepairsNo ratings yet
- Build a Simple Pipe Bending MachineDocument1 pageBuild a Simple Pipe Bending Machinegodfrey73100% (1)
- Lost-Wax Bronzes by Robyn ErbeDocument66 pagesLost-Wax Bronzes by Robyn Erbebr0nzeyNo ratings yet
- A Home-Grown FoundryDocument12 pagesA Home-Grown Foundryjraju1974100% (4)
- Casted Lathe PDFDocument27 pagesCasted Lathe PDFFIREREALM66100% (1)
- Uni MalikaDocument57 pagesUni MalikaInstruktur Mesin100% (1)
- Popular Mechanics - Hobby Lathe#1Document19 pagesPopular Mechanics - Hobby Lathe#1sonofsilas100% (1)
- Home Workshop Milling Machine GuideDocument31 pagesHome Workshop Milling Machine Guidetaiwest100% (1)
- Concrete LatheDocument41 pagesConcrete Latherandom55No ratings yet
- Making Folding Knives by Harold Hoffman (Action Book Publishers)Document78 pagesMaking Folding Knives by Harold Hoffman (Action Book Publishers)vbamain100% (3)
- Shop Made SlotterDocument4 pagesShop Made Slotternevadablue100% (4)
- Small Cupola For Workshop 2004Document4 pagesSmall Cupola For Workshop 2004Mos CraciunNo ratings yet
- How To Run A Horizontal Metalworking ShaperDocument43 pagesHow To Run A Horizontal Metalworking ShaperALLEN FRANCIS100% (2)
- Lathe Milling Attachment GuideDocument7 pagesLathe Milling Attachment Guidedodgydonkey100% (1)
- 75 Round Magazine InstructionsDocument2 pages75 Round Magazine InstructionsScott WyattNo ratings yet
- Notes for Forge Shop Practice - A Course for High SchoolsFrom EverandNotes for Forge Shop Practice - A Course for High SchoolsNo ratings yet
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsFrom EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsNo ratings yet
- Practical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsFrom EverandPractical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsNo ratings yet
- The Book of the Springfield: A Textbook Covering all the Various Military and Sporting Rifles Chambered for the Caliber .30 Model 1906 Cartridge; Their Metallic and Telescopic Sights and the Ammunition Suited to ThemFrom EverandThe Book of the Springfield: A Textbook Covering all the Various Military and Sporting Rifles Chambered for the Caliber .30 Model 1906 Cartridge; Their Metallic and Telescopic Sights and the Ammunition Suited to ThemRating: 2 out of 5 stars2/5 (1)
- Drop Forging, Die Sinking and Machine Forming of Steel - Modern Shop Practice, Processes, Methods, Machines, Tools and DetailsFrom EverandDrop Forging, Die Sinking and Machine Forming of Steel - Modern Shop Practice, Processes, Methods, Machines, Tools and DetailsRating: 5 out of 5 stars5/5 (1)
- Hunting with Muzzleloading Shotguns and Smoothbore Muskets: Smoothbores Let You Hunt Small Game, Big Game and Fowl with the Same GunFrom EverandHunting with Muzzleloading Shotguns and Smoothbore Muskets: Smoothbores Let You Hunt Small Game, Big Game and Fowl with the Same GunNo ratings yet
- Practical Blacksmithing - A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright": Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex Forgings - Volume IIIFrom EverandPractical Blacksmithing - A Collection of Articles Contributed at Different Times by Skilled Workmen to the Columns of "The Blacksmith and Wheelwright": Covering Nearly the Whole Range of Blacksmithing from the Simplest Job of Work to Some of the Most Complex Forgings - Volume IIINo ratings yet
- Wrought Ironwork - A Manual of Instruction for Rural CraftsmenFrom EverandWrought Ironwork - A Manual of Instruction for Rural CraftsmenRating: 5 out of 5 stars5/5 (1)
- Corky 18 FT Sloop Diy PlansDocument7 pagesCorky 18 FT Sloop Diy PlansFrenchwolf420100% (4)
- Sea SkiffDocument5 pagesSea SkiffFrenchwolf420100% (3)
- Multi SkiffDocument6 pagesMulti SkiffScaramagnao Miao BauNo ratings yet
- Merry MaidDocument6 pagesMerry MaidFrenchwolf420100% (3)
- 16 Foot Apache Outboard - PlansDocument8 pages16 Foot Apache Outboard - PlansRolando DaclanNo ratings yet
- Happy Clam SkiffDocument11 pagesHappy Clam SkifffccfNo ratings yet
- 8 FT SkiffDocument3 pages8 FT SkiffFrenchwolf420100% (3)
- 15 Foot SailboatDocument4 pages15 Foot SailboatAntónio OliveiraNo ratings yet
- Sailing SurfboardDocument4 pagesSailing SurfboardFrenchwolf420100% (3)
- Rowboat Sail ConversionDocument2 pagesRowboat Sail Conversionleather_nunNo ratings yet
- 16 FT Sailing ScowDocument7 pages16 FT Sailing ScowFrenchwolf420100% (2)
- Jump N JackDocument5 pagesJump N JackFrenchwolf420100% (2)
- Nereia PramDocument2 pagesNereia PramFrenchwolf420100% (1)
- Plywood RowboatDocument7 pagesPlywood RowboatAlphamatrix01No ratings yet
- Arrow Outboard RunaboutDocument4 pagesArrow Outboard RunaboutFrenchwolf420No ratings yet
- Paddle BoatDocument4 pagesPaddle BoatFrenchwolf420No ratings yet
- Rowboat 3 PieceDocument3 pagesRowboat 3 PieceFrenchwolf420100% (1)
- Row BoatDocument2 pagesRow BoatBenjamin GoyaNo ratings yet
- Paddle WheelDocument4 pagesPaddle WheelFrenchwolf420No ratings yet
- Sabot 8 FT Pram DinghyDocument6 pagesSabot 8 FT Pram DinghyFrenchwolf420100% (2)
- Car Top BoatDocument4 pagesCar Top BoatFrenchwolf420No ratings yet
- Sea MidgeDocument5 pagesSea MidgeFrenchwolf420No ratings yet
- Water Bug Tiny Paddle BoatDocument5 pagesWater Bug Tiny Paddle BoatFrenchwolf420No ratings yet
- Paddle TurtleDocument4 pagesPaddle TurtleFrenchwolf420No ratings yet
- Pedal CatDocument8 pagesPedal CatFrenchwolf420No ratings yet
- Motor Driven PaddleboardDocument5 pagesMotor Driven PaddleboardFrenchwolf420100% (1)
- Pedal BoatDocument4 pagesPedal BoatFrenchwolf420No ratings yet
- Bicycle BoatDocument3 pagesBicycle BoatFrenchwolf420No ratings yet
- Paddle Bass BoatDocument3 pagesPaddle Bass BoatFrenchwolf420No ratings yet
- 3 Piece BoatDocument4 pages3 Piece BoatFrenchwolf420No ratings yet