You might also like
- An Alternative Analysis of Inventory Costs Under JIT and EOQ PurchasingDocument15 pagesAn Alternative Analysis of Inventory Costs Under JIT and EOQ PurchasingNathalie Torres GutierrezNo ratings yet
- EPQ Model With Scrap and Backordering Under Vendor Managed Inventory PolicyDocument18 pagesEPQ Model With Scrap and Backordering Under Vendor Managed Inventory PolicyMAHBUB RAFINo ratings yet
- Home Décor Industry Overview: Literature ReviewDocument3 pagesHome Décor Industry Overview: Literature ReviewShubham SahuNo ratings yet
- Rol DeepaDocument5 pagesRol DeepaDeepa DevanNo ratings yet
- Strengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsFrom EverandStrengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsNo ratings yet
- Inventory Decision in A Periodic Review Inventory Model With Two Complementary ProductsDocument34 pagesInventory Decision in A Periodic Review Inventory Model With Two Complementary Productsarlyn yañezNo ratings yet
- Author's Original SubmissionDocument21 pagesAuthor's Original SubmissionDrRashmiranjan PanigrahiNo ratings yet
- Eoq InventoryDocument13 pagesEoq InventorynaranthanaiNo ratings yet
- Integrated Planning For Product Selection Shelf Space - 2021 - Journal of RetaiDocument11 pagesIntegrated Planning For Product Selection Shelf Space - 2021 - Journal of RetaiPulkit PrajapatiNo ratings yet
- Price, ReplishmentDocument34 pagesPrice, ReplishmentNafiz AlamNo ratings yet
- BreadthVsDepth R1 20200607 WebDocument46 pagesBreadthVsDepth R1 20200607 WebVidisha WahalNo ratings yet
- Inventory Management Effects on Business Outlet PerformanceDocument24 pagesInventory Management Effects on Business Outlet PerformanceRey Mart Panda PerezNo ratings yet
- Inventory Management Effects on Business Outlet PerformanceDocument24 pagesInventory Management Effects on Business Outlet PerformanceRey Mart Panda PerezNo ratings yet
- Literature review on order processing systemsDocument3 pagesLiterature review on order processing systemsRamanRoutNo ratings yet
- Impact of Inventory Management On The Financial Performance of The FirmDocument12 pagesImpact of Inventory Management On The Financial Performance of The FirmIOSRjournalNo ratings yet
- Inventory Management Practices and Operational Performance of Flour Milling Firms in Lagos, NigeriaDocument17 pagesInventory Management Practices and Operational Performance of Flour Milling Firms in Lagos, NigeriaNice MicutuanNo ratings yet
- Chapter Two Literature Review 2.1 Theoretical Background of The Study Raw Material Inventory ManagementDocument14 pagesChapter Two Literature Review 2.1 Theoretical Background of The Study Raw Material Inventory Managementosho risqatNo ratings yet
- Cost Implicationof Inventory Managementby Onanayeand OyebodeDocument13 pagesCost Implicationof Inventory Managementby Onanayeand OyebodefajarjanuarauliaNo ratings yet
- Auto Repair Shop Inv MNGTDocument23 pagesAuto Repair Shop Inv MNGTJay ArNo ratings yet
- Chapter IIDocument18 pagesChapter IIJoseph DegamoNo ratings yet
- Optimal Order Allocation and Supplier Selection With Imperfect Quality Products and Financial ConstraintDocument10 pagesOptimal Order Allocation and Supplier Selection With Imperfect Quality Products and Financial ConstraintAmin MojiriNo ratings yet
- Cost Implication of Inventory Management in Organised SystemsDocument13 pagesCost Implication of Inventory Management in Organised Systemsamit deoreNo ratings yet
- Literature ReviewDocument4 pagesLiterature ReviewKS SubhramaniyamNo ratings yet
- Inventory Control in Closed Loop Supply Chain Using System DynamicsDocument33 pagesInventory Control in Closed Loop Supply Chain Using System DynamicsAritra SenNo ratings yet
- A Deterministic Multi Item Inventory Model With Supplier Selection and Imperfect Quality 2008 Applied Mathematical ModellingDocument11 pagesA Deterministic Multi Item Inventory Model With Supplier Selection and Imperfect Quality 2008 Applied Mathematical Modellingnitierollno217No ratings yet
- Computers & Industrial Engineering: Yongrui Duan, Jiazhen Huo, Yanxia Zhang, Jianjun ZhangDocument8 pagesComputers & Industrial Engineering: Yongrui Duan, Jiazhen Huo, Yanxia Zhang, Jianjun Zhangaggarwalankit911No ratings yet
- Variable Holding Cost Production-Inventory Models: A State-of-the-Art ReviewDocument39 pagesVariable Holding Cost Production-Inventory Models: A State-of-the-Art ReviewConsumer DigitalProductNo ratings yet
- Corsten2018 Article AssortmentPlanningForMultipleCDocument38 pagesCorsten2018 Article AssortmentPlanningForMultipleCEsteban CastroNo ratings yet
- SKU Decomposition Algorithm for Tactical Planning FMCGDocument29 pagesSKU Decomposition Algorithm for Tactical Planning FMCGDiego Cortez GranadosNo ratings yet
- Ahmed Taha Paper1Document9 pagesAhmed Taha Paper1Mohamed KhalilNo ratings yet
- Two-echelon supply chain model with controllable lead timeDocument9 pagesTwo-echelon supply chain model with controllable lead timeaggarwalankit911No ratings yet
- Paper 1Document19 pagesPaper 1Aisha sheikh HassanNo ratings yet
- Supply Chain Management from a JIT PerspectiveDocument7 pagesSupply Chain Management from a JIT PerspectiveholahussamNo ratings yet
- Kerala Rubber Industry Coordination MechanismsDocument10 pagesKerala Rubber Industry Coordination MechanismsSylvia GraceNo ratings yet
- Integrated analysis impact on supply chainDocument13 pagesIntegrated analysis impact on supply chainSri WardaniNo ratings yet
- European Journal of Operational Research: Anderson J. Brito, Adiel T. de AlmeidaDocument11 pagesEuropean Journal of Operational Research: Anderson J. Brito, Adiel T. de AlmeidaMustafa FarragNo ratings yet
- Literature Review Inventory Control SystemDocument4 pagesLiterature Review Inventory Control Systemc5eyjfnt100% (1)
- Lean Article A60Document7 pagesLean Article A60Tamás KozákNo ratings yet
- CHAPTER I and IIDocument13 pagesCHAPTER I and IIPritz Marc Bautista MorataNo ratings yet
- Uncertain Supply Chain ManagementDocument16 pagesUncertain Supply Chain Managementvcpc2008No ratings yet
- Monginise Inventory ManagementDocument36 pagesMonginise Inventory ManagementTejNaikNo ratings yet
- Productivity WarehousingDocument29 pagesProductivity WarehousingTawanda MhuriNo ratings yet
- Inventory ManagementDocument7 pagesInventory ManagementDavinNo ratings yet
- Literature Review Inventory Management SystemDocument7 pagesLiterature Review Inventory Management Systemgw131ads100% (1)
- Wollo University: Lennox Wholesaler Group (Document16 pagesWollo University: Lennox Wholesaler Group (malede gashawNo ratings yet
- CHAPTER II - RRL For InventoryDocument4 pagesCHAPTER II - RRL For InventoryDiana Rose BautistaNo ratings yet
- A Literature Review On Multi-Echelon Inventory Management Policies Case of Assembly SystemsDocument13 pagesA Literature Review On Multi-Echelon Inventory Management Policies Case of Assembly Systems刘向阳No ratings yet
- A Comprehensive Review of Warehouse Operational IssuesDocument29 pagesA Comprehensive Review of Warehouse Operational IssuesBrkic EdinNo ratings yet
- Chapter 5Document11 pagesChapter 5izz ilhamNo ratings yet
- WMS Processes & Factors Impacting EfficiencyDocument5 pagesWMS Processes & Factors Impacting EfficiencyabbyNo ratings yet
- CHAPTER 1 INTRODUCTION: INVENTORY MANAGEMENTDocument51 pagesCHAPTER 1 INTRODUCTION: INVENTORY MANAGEMENTVettri VenthanNo ratings yet
- Introduction of Inventory ManagementDocument4 pagesIntroduction of Inventory ManagementPrathyusha ReddyNo ratings yet
- Concept of Inve-WPS OfficeDocument8 pagesConcept of Inve-WPS Officemulualemfentahun2016No ratings yet
- Research Proposal On Warehouse EffeciencyDocument10 pagesResearch Proposal On Warehouse EffeciencyAmna Hayat75% (4)
- Apiemspaper Tiena 14oct17 PDFDocument8 pagesApiemspaper Tiena 14oct17 PDFDevendra MahajanNo ratings yet
- Information SciencesDocument21 pagesInformation SciencesvrushabhsahareNo ratings yet
- Accepted ManuscriptDocument49 pagesAccepted ManuscriptBenjamin NaulaNo ratings yet
- A Multi-Objective Evolutionary Optimization Approach For An Integrated Location-Inventory Distribution Network Problem Under Vendor-Managed Inventory SystemsDocument18 pagesA Multi-Objective Evolutionary Optimization Approach For An Integrated Location-Inventory Distribution Network Problem Under Vendor-Managed Inventory SystemsLuis Carlos Gonzales RengifoNo ratings yet
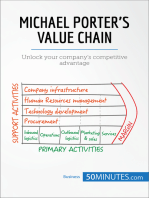
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- Marketingmix FinalDocument28 pagesMarketingmix FinalSamar AsadNo ratings yet
- Annual Appraisal: MR Murtaza Ilyas Course Instructor HRMDocument4 pagesAnnual Appraisal: MR Murtaza Ilyas Course Instructor HRMSamar AsadNo ratings yet
- AssignmentDocument2 pagesAssignmentSamar AsadNo ratings yet
- AssignmentDocument2 pagesAssignmentSamar AsadNo ratings yet
- AssignmentDocument2 pagesAssignmentSamar AsadNo ratings yet
- Electronic Media1Document6 pagesElectronic Media1Samar AsadNo ratings yet
- Lecture 1Document49 pagesLecture 1Samar AsadNo ratings yet
- Scope of WorkDocument2 pagesScope of WorkSamar AsadNo ratings yet