You might also like
- Nucleation and Growth of Metals: From Thin Films to NanoparticlesFrom EverandNucleation and Growth of Metals: From Thin Films to NanoparticlesNo ratings yet
- The Haloform Reaction PDFDocument36 pagesThe Haloform Reaction PDFSubhabrata MabhaiNo ratings yet
- Transformer Basics (104-039)Document14 pagesTransformer Basics (104-039)Amal P NirmalNo ratings yet
- Experimental Organic Chemistry Post-Lab 7 Haloform ReactionDocument4 pagesExperimental Organic Chemistry Post-Lab 7 Haloform Reactionapi-235187189100% (2)
- 1.deposition of Tantalum Nitride Thin Films by D.C. Magnetron SputteringDocument6 pages1.deposition of Tantalum Nitride Thin Films by D.C. Magnetron SputteringNishat ArshiNo ratings yet
- 11 Ohmic ContactsDocument19 pages11 Ohmic ContactsThee TeeNo ratings yet
- "Modifying Dye-Sensitized Solar Cells To Increase Efficiency" Project Design ProposalDocument6 pages"Modifying Dye-Sensitized Solar Cells To Increase Efficiency" Project Design Proposaljmg429No ratings yet
- Econ1310 ExamDocument15 pagesEcon1310 ExamNick DrysdaleNo ratings yet
- Measurement of A Thermal Expansion Coefficient For A Metal by Diffraction Patterns From A Narrow SlitDocument5 pagesMeasurement of A Thermal Expansion Coefficient For A Metal by Diffraction Patterns From A Narrow SlitHamza QayyumNo ratings yet
- 3 Easy Transistor Projects For Beginners: InstructablesDocument9 pages3 Easy Transistor Projects For Beginners: InstructablesYoussef EnnouriNo ratings yet
- Ybco Superconductor Characterization Under Shear StrainDocument4 pagesYbco Superconductor Characterization Under Shear StrainRiddhesh PatelNo ratings yet
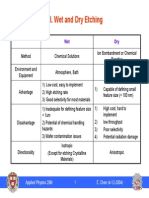
- Wet and Dry Etching Methods ComparisonDocument18 pagesWet and Dry Etching Methods ComparisonLuke D'ImperioNo ratings yet
- Electrochemistry PresentationDocument36 pagesElectrochemistry PresentationMuhammad HaziqNo ratings yet
- Sputtering 1Document64 pagesSputtering 1.. ..No ratings yet
- Heat Transfer Chapter 3Document45 pagesHeat Transfer Chapter 3Gregory Simmon100% (1)
- Nonlinear Finite Element Analysis of Shells: Part I. Threedimensional ShellsDocument32 pagesNonlinear Finite Element Analysis of Shells: Part I. Threedimensional ShellsJorge PalominoNo ratings yet
- Platinum Electroplating BathsDocument9 pagesPlatinum Electroplating Bathsm_f_deathNo ratings yet
- Cold Working of Brass PDFDocument8 pagesCold Working of Brass PDFmudassarhussainNo ratings yet
- Transparent ElectronicsDocument21 pagesTransparent ElectronicsKiran KumariNo ratings yet
- Maintenance & Use Copper-SulphateDocument3 pagesMaintenance & Use Copper-SulphateanthonyazNo ratings yet
- Dimensional Analysis: A Simple ExampleDocument10 pagesDimensional Analysis: A Simple ExampleMark RileyNo ratings yet
- Electrochemical MachiningDocument12 pagesElectrochemical MachiningShubham PoteNo ratings yet
- Tarascon 2001-Issues and Challenges Facing Rechargeable Lithium Batteries PDFDocument9 pagesTarascon 2001-Issues and Challenges Facing Rechargeable Lithium Batteries PDFZeynep ErdölNo ratings yet
- Wet PCB Etching Using Acidic and Alkaline Methods - Sierra CircuitsDocument12 pagesWet PCB Etching Using Acidic and Alkaline Methods - Sierra CircuitsBeet Lal100% (1)
- Random Walk Hypothesis: Consumption Independent of Income ChangesDocument7 pagesRandom Walk Hypothesis: Consumption Independent of Income Changesmumthaz n jNo ratings yet
- Analytical Models For Penetration MechanicsDocument24 pagesAnalytical Models For Penetration MechanicsWahyu SetiadiNo ratings yet
- Electroplating of Cu-Sn Alloys andDocument81 pagesElectroplating of Cu-Sn Alloys andcicerojoiasNo ratings yet
- Keynes Absolute Income HypothesisDocument2 pagesKeynes Absolute Income HypothesisSidra SeharNo ratings yet
- Whisker Root Cause and Test ConditionsDocument4 pagesWhisker Root Cause and Test ConditionsLaercioNo ratings yet
- ElectroplatingDocument8 pagesElectroplatingjawsm100% (1)
- Crystallography: Lattice, Point Group and Systems Reality Is Analyzed and Concluded As Laws of Learning CrystalsDocument44 pagesCrystallography: Lattice, Point Group and Systems Reality Is Analyzed and Concluded As Laws of Learning Crystalsmanas773No ratings yet
- Electrode PotentialDocument14 pagesElectrode PotentialVinay HaridasNo ratings yet
- Effects of Geometry and Processing On The Blow Molding Pinch-OffDocument9 pagesEffects of Geometry and Processing On The Blow Molding Pinch-OffmanuelNo ratings yet
- Lebanese International University School of EngineeringDocument12 pagesLebanese International University School of EngineeringHassan RashedNo ratings yet
- ELECTRICAL MEASUREMENT LABDocument23 pagesELECTRICAL MEASUREMENT LABDhinakarrajNo ratings yet
- Presentation by LG Chem, December 13, 2011Document20 pagesPresentation by LG Chem, December 13, 2011ahp1123No ratings yet
- Conventional DC Electrochemical TechniquesDocument17 pagesConventional DC Electrochemical TechniquesKarla CaicedoNo ratings yet
- Rail Gun Project PresentationDocument15 pagesRail Gun Project PresentationJohn SabuNo ratings yet
- Wet Etching BasicsDocument48 pagesWet Etching BasicsWinston WinNo ratings yet
- Testing and Evaluation of Engineering MaterialsDocument5 pagesTesting and Evaluation of Engineering MaterialsFAHED AYYAD100% (1)
- HHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Document14 pagesHHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Bipin BabuNo ratings yet
- Classical methods of crystal growthDocument3 pagesClassical methods of crystal growthRekhaNo ratings yet
- Aluminium Titanate: Chemical FormulaDocument6 pagesAluminium Titanate: Chemical FormulaaadhanNo ratings yet
- Section Modulus and Bending Inertia of WingsDocument6 pagesSection Modulus and Bending Inertia of WingssupermarioprofNo ratings yet
- Recent Technology of Powder Metallurgy and ApplicationsDocument32 pagesRecent Technology of Powder Metallurgy and ApplicationsMuralli Jayaganesan100% (2)
- Mott Schottky IntroDocument5 pagesMott Schottky Introacollord2603No ratings yet
- Engineering Materials Lab ManualDocument14 pagesEngineering Materials Lab ManualHarood Nishat100% (1)
- Kevlar: What Is It Properties UsesDocument7 pagesKevlar: What Is It Properties UsesShukla PalitNo ratings yet
- Thin Film Deposition TechniquesDocument87 pagesThin Film Deposition TechniqueslavNo ratings yet
- Two Step SinteringDocument4 pagesTwo Step Sinteringrajadasari5682No ratings yet
- General Physics Lab Report: Faculty of Engineering and TechnologyDocument19 pagesGeneral Physics Lab Report: Faculty of Engineering and TechnologyIzaNo ratings yet
- Powder Metallurgy Process GuideDocument28 pagesPowder Metallurgy Process GuideAravindhan AnbalaganNo ratings yet
- Non-Traditional Machining: Electro Chemical Machining (ECM)Document14 pagesNon-Traditional Machining: Electro Chemical Machining (ECM)NimoNo ratings yet
- Orbital ForgingDocument4 pagesOrbital ForgingMrLanternNo ratings yet
- Physics of Semiconductors PN Junction Diodes and ResistorsDocument41 pagesPhysics of Semiconductors PN Junction Diodes and ResistorsChaitanya PurohitNo ratings yet
- Flexural Test ManualDocument3 pagesFlexural Test ManualArman KhanNo ratings yet
- 3.1 Conceptual Questions: Chapter 3 Kinematics in Two or Three Dimensions VectorsDocument18 pages3.1 Conceptual Questions: Chapter 3 Kinematics in Two or Three Dimensions VectorsnourNo ratings yet
- Archibald Fripp Dr. Archibald Fripp is an electrical engineer and materials scientist. He was a senior scientist at NASA and managed many space shuttle experiments. He retired from NASA in 1998 but st.pdfDocument346 pagesArchibald Fripp Dr. Archibald Fripp is an electrical engineer and materials scientist. He was a senior scientist at NASA and managed many space shuttle experiments. He retired from NASA in 1998 but st.pdfprashantnasaNo ratings yet
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- My Two Directions SquaresDocument2 pagesMy Two Directions SquaresAnonymous P5qwnfhlNo ratings yet
- Butterfly QuiltDocument6 pagesButterfly QuiltAnonymous P5qwnfhlNo ratings yet
- NINE Grid Worksheet PrintDocument3 pagesNINE Grid Worksheet PrintAnonymous P5qwnfhlNo ratings yet
- Background Screen B PDFDocument6 pagesBackground Screen B PDFAnonymous P5qwnfhlNo ratings yet
- BraceletsDocument9 pagesBraceletsAnonymous P5qwnfhlNo ratings yet
- Haooy DogDocument4 pagesHaooy DogAnonymous P5qwnfhlNo ratings yet
- Eagle On DuneDocument1 pageEagle On DuneAnonymous P5qwnfhlNo ratings yet
- Background Screen C PDFDocument6 pagesBackground Screen C PDFAnonymous P5qwnfhlNo ratings yet
- Small Loom Diagram PDFDocument1 pageSmall Loom Diagram PDFAnonymous P5qwnfhlNo ratings yet
- Background Screen C PDFDocument6 pagesBackground Screen C PDFAnonymous P5qwnfhlNo ratings yet
- Nagnetic Healing NotesDocument4 pagesNagnetic Healing NotesAnonymous P5qwnfhlNo ratings yet
- Background Screen B PDFDocument6 pagesBackground Screen B PDFAnonymous P5qwnfhlNo ratings yet
- I Ching Hexagrams Reversable PrintoutDocument1 pageI Ching Hexagrams Reversable PrintoutAnonymous P5qwnfhlNo ratings yet
- Earth's Magnetic Field Calculators - Instructions - NCEIDocument4 pagesEarth's Magnetic Field Calculators - Instructions - NCEIAnonymous P5qwnfhlNo ratings yet
- 3 Ways To Determine The Strength of Magnets - WikiHowDocument7 pages3 Ways To Determine The Strength of Magnets - WikiHowAnonymous P5qwnfhlNo ratings yet
- A Course of Pure Mathematics - 9781440079078Document465 pagesA Course of Pure Mathematics - 9781440079078Teresa Thom33% (6)
- How Do You Measure The Magnetic Field - WIREDDocument14 pagesHow Do You Measure The Magnetic Field - WIREDAnonymous P5qwnfhlNo ratings yet
- Earth's Magnetic Field Calculators - Instructions - NCEIDocument4 pagesEarth's Magnetic Field Calculators - Instructions - NCEIAnonymous P5qwnfhlNo ratings yet
- Six FiveDocument14 pagesSix FiveAnonymous P5qwnfhlNo ratings yet
- Floral and TrianglesDocument4 pagesFloral and TrianglesAnonymous P5qwnfhlNo ratings yet
- How To Build Your Flying Star Chart - Yoseph YuDocument40 pagesHow To Build Your Flying Star Chart - Yoseph Yusrce100% (18)
- Shar MacmillusDocument196 pagesShar MacmillusAnonymous P5qwnfhl100% (1)
- Native American Beadwork EbookDocument21 pagesNative American Beadwork EbookBratu Simona Alecsandra100% (3)
- Garden CombinedDocument36 pagesGarden CombinedAnonymous P5qwnfhlNo ratings yet
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Color - Wikipedia, The Free EncyclopediaDocument12 pagesColor - Wikipedia, The Free EncyclopediaAnonymous P5qwnfhlNo ratings yet
- SwitchbladesDocument100 pagesSwitchbladesAnonymous P5qwnfhl100% (14)
- Malik Quran TransaltionDocument285 pagesMalik Quran TransaltionAlireza AzerilaNo ratings yet
- How To Wear SarongDocument1 pageHow To Wear SarongAnonymous P5qwnfhlNo ratings yet
- Business Calculus NotesDocument38 pagesBusiness Calculus NotesTom KowalskiNo ratings yet
- SKM and OKM User ManualDocument36 pagesSKM and OKM User ManualOutlawRNo ratings yet
- Tensile Properties of Ground Coffee Waste Reinforced Polyethylene CompositeDocument4 pagesTensile Properties of Ground Coffee Waste Reinforced Polyethylene CompositemhmmdzulvaNo ratings yet
- Criteria Cogni+Ve Ap+Tude Style Free Test: AssessmentdayDocument15 pagesCriteria Cogni+Ve Ap+Tude Style Free Test: AssessmentdayRahul SharmaNo ratings yet
- CRC Csharp and Game Programming 2nd Edition 1138428108Document530 pagesCRC Csharp and Game Programming 2nd Edition 1138428108harimotoNo ratings yet
- SP 5500 V5.1 1.0Document17 pagesSP 5500 V5.1 1.0Rama Tenis CopecNo ratings yet
- 14GMK 6250 TelescopeDocument13 pages14GMK 6250 TelescopeВиталий РогожинскийNo ratings yet
- XCKN2145G11: Limit Switch XCKN - TH - Plastic Roller Lever Var - Length - 1NO+1NC - Snap - Pg11Document2 pagesXCKN2145G11: Limit Switch XCKN - TH - Plastic Roller Lever Var - Length - 1NO+1NC - Snap - Pg11Boby SaputraNo ratings yet
- Elec4602 NotesDocument34 pagesElec4602 NotesDavid VangNo ratings yet
- Library System Case StudyDocument55 pagesLibrary System Case StudyUmakanth Nune50% (6)
- Limiting Reagents 1Document17 pagesLimiting Reagents 1Aldrin Jay Patungan100% (1)
- Report Navigation Prashanth RamadossDocument1 pageReport Navigation Prashanth RamadossaustinvishalNo ratings yet
- Innovative Lesson PlanDocument12 pagesInnovative Lesson PlanMurali Sambhu33% (3)
- 034 PhotogrammetryDocument19 pages034 Photogrammetryparadoja_hiperbolicaNo ratings yet
- Name Source Description Syntax Par, Frequency, Basis)Document12 pagesName Source Description Syntax Par, Frequency, Basis)alsaban_7No ratings yet
- Managing Economies of Scale in Supply ChainsDocument25 pagesManaging Economies of Scale in Supply ChainsWei JunNo ratings yet
- h2 PR Final Key SP 13Document3 pagesh2 PR Final Key SP 13George ConstantinouNo ratings yet
- 4th Form Scheme of WorkDocument6 pages4th Form Scheme of WorkEustace DavorenNo ratings yet
- Quickin: 3D/2D Modelling Suite For Integral Water SolutionsDocument110 pagesQuickin: 3D/2D Modelling Suite For Integral Water SolutionscocoNo ratings yet
- Non-Performing Assets: A Comparative Study Ofsbi&Icici Bank From 2014-2017Document8 pagesNon-Performing Assets: A Comparative Study Ofsbi&Icici Bank From 2014-2017Shubham RautNo ratings yet
- Oracle Dumps PDFDocument6 pagesOracle Dumps PDFindira selvarajNo ratings yet
- G5 Fi 125 (Sr25aa) PDFDocument122 pagesG5 Fi 125 (Sr25aa) PDF陳建璋No ratings yet
- Mapping Abap XML PDFDocument88 pagesMapping Abap XML PDFassane2mcsNo ratings yet
- The Structure of MatterDocument3 pagesThe Structure of MatterFull StudyNo ratings yet
- Atmospheric, Gage, and Absolute PressureDocument13 pagesAtmospheric, Gage, and Absolute PressureJefrie Marc LaquioNo ratings yet
- Cot 2018-2019Document11 pagesCot 2018-2019Crush Na Crush KitaNo ratings yet
- Ellipse Properties and GraphingDocument24 pagesEllipse Properties and GraphingREBY ARANZONo ratings yet
- 34 DuPont MECS Startup Shutdown Procedure For MET Plants Sulfuric AcidDocument4 pages34 DuPont MECS Startup Shutdown Procedure For MET Plants Sulfuric AcidLouis Andree Bujanda RufattNo ratings yet
- Plain Bearings Made From Engineering PlasticsDocument44 pagesPlain Bearings Made From Engineering PlasticsJani LahdelmaNo ratings yet