You might also like
- Paper 3 - Set B Key: Paper - 3: Energy Efficiency in Electrical UtilitiesDocument17 pagesPaper 3 - Set B Key: Paper - 3: Energy Efficiency in Electrical UtilitiesRAMA RAJU PYDINo ratings yet
- CompAir SolenoidValvesDocument8 pagesCompAir SolenoidValvesSam JoseNo ratings yet
- Compressed Air Energy Efficiency PDFDocument95 pagesCompressed Air Energy Efficiency PDFYASSERHENDY80100% (2)
- ME482 M4 Ktunotes - inDocument14 pagesME482 M4 Ktunotes - inTHIAGARAJAN ANo ratings yet
- Pumps Best Practice ToolsDocument9 pagesPumps Best Practice Toolspm2013100% (1)
- Energy Efficiency Opportunity in FansDocument23 pagesEnergy Efficiency Opportunity in Fansdhanusiya balamuruganNo ratings yet
- Efficiency For Motors and PumpsDocument6 pagesEfficiency For Motors and Pumpsyamaha100% (1)
- Energy Reductions in The Pulp-And-Paper Industry by Upgrading Conventional Pumping Systems Through The Installation of Vfds - A Case StudyDocument6 pagesEnergy Reductions in The Pulp-And-Paper Industry by Upgrading Conventional Pumping Systems Through The Installation of Vfds - A Case StudytorinomgNo ratings yet
- Compressed Air System Economics: A Simple Calculation. The Following Data IsDocument4 pagesCompressed Air System Economics: A Simple Calculation. The Following Data IsMustangNvNo ratings yet
- Head Pressure RefrigerationDocument6 pagesHead Pressure RefrigerationGeorge MavromatidisNo ratings yet
- Blower Power CalculDocument4 pagesBlower Power Calculm_stasys9939No ratings yet
- Compressed Air Energy Savings ProjectsDocument64 pagesCompressed Air Energy Savings ProjectsjaimeNo ratings yet
- Reduce Energy Use at Quarries, Mineral Processing Plants & Gravel Crushing FacilitiesDocument6 pagesReduce Energy Use at Quarries, Mineral Processing Plants & Gravel Crushing Facilitieslopi98llkj55No ratings yet
- Optimal Chilled Water Delta-TDocument8 pagesOptimal Chilled Water Delta-Tanup_nairNo ratings yet
- Compreesor EfficiencyDocument16 pagesCompreesor EfficiencyHarindharan JeyabalanNo ratings yet
- Dynamic Modeling of Compressors Illustrated by An Oil Flooded Twin Helical Screw Compressor 2011 MechatronicsDocument8 pagesDynamic Modeling of Compressors Illustrated by An Oil Flooded Twin Helical Screw Compressor 2011 MechatronicsTai Huu100% (1)
- Choudhari Et Al. (2012) - Distilation Optimization by Vapor RecompressionDocument7 pagesChoudhari Et Al. (2012) - Distilation Optimization by Vapor Recompressionvazzoleralex6884No ratings yet
- Case Study Alternatives CCDocument10 pagesCase Study Alternatives CCEvertVeNo ratings yet
- Sunday, March 3, 2013 Energy Efficiency of PM Vacuum System EquipmentDocument4 pagesSunday, March 3, 2013 Energy Efficiency of PM Vacuum System EquipmentvenkNo ratings yet
- Minimizing Fan Energy CostsDocument9 pagesMinimizing Fan Energy Costsmemep1No ratings yet
- Blower Selection For Wastewater AerationDocument10 pagesBlower Selection For Wastewater AerationRobert MontoyaNo ratings yet
- LPG Bottling Plant - Case Study in Energy SavingsDocument6 pagesLPG Bottling Plant - Case Study in Energy Savingskiranphalak100% (2)
- Increasing Flexibility While Reducing Costs - Is It Possible?Document6 pagesIncreasing Flexibility While Reducing Costs - Is It Possible?ratishbalachandranNo ratings yet
- Fantastic Godbey JohnsonDocument8 pagesFantastic Godbey JohnsonOleg LevchiyNo ratings yet
- Sense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryDocument11 pagesSense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryharkiranrandhawaNo ratings yet
- Epa Bum Ch9 HvacDocument23 pagesEpa Bum Ch9 Hvaccesar luis gonzalez rodriguezNo ratings yet
- Energies: Experimental Investigation On The Performance of A Compressed-Air Driven Piston EngineDocument15 pagesEnergies: Experimental Investigation On The Performance of A Compressed-Air Driven Piston EngineeskewtNo ratings yet
- Integrated Variable Speed DrivesDocument14 pagesIntegrated Variable Speed DrivesulatbookNo ratings yet
- Blower PerformanceDocument2 pagesBlower PerformanceIcal RainhardNo ratings yet
- Power Plant: Lec. (7) Dr. Omar M. AliDocument10 pagesPower Plant: Lec. (7) Dr. Omar M. AliBalen KarimNo ratings yet
- Thesis PneumaticsDocument5 pagesThesis PneumaticsHelpWritingCollegePapersSavannah100% (2)
- STEAM Hydraulic Hybrid Architecture For ExcavatorsDocument12 pagesSTEAM Hydraulic Hybrid Architecture For ExcavatorsNGUYENTHEPHATNo ratings yet
- Air CompressorDocument31 pagesAir CompressorEr Bali Pandhare33% (3)
- 12 National Certification Examination - October, 2011 FOR Energy Managers & Energy AuditorsDocument8 pages12 National Certification Examination - October, 2011 FOR Energy Managers & Energy AuditorssamirNo ratings yet
- #A-Direct VFD ConsiderationsDocument8 pages#A-Direct VFD ConsiderationsCyrix.OneNo ratings yet
- Air CompressorsDocument44 pagesAir CompressorsZYJA DLANE MALITNo ratings yet
- Technologies For High Performance and Reliability of Geothermal Power PlantDocument4 pagesTechnologies For High Performance and Reliability of Geothermal Power Plantsum1else4No ratings yet
- Economic Optimization of Gas Turbine Compressor WashingDocument6 pagesEconomic Optimization of Gas Turbine Compressor Washingluis mayNo ratings yet
- FAN PERFORMANCE AND EFFICIENCY ASSESSMENTDocument8 pagesFAN PERFORMANCE AND EFFICIENCY ASSESSMENTRajeevAgrawalNo ratings yet
- Compressed Air 2Document32 pagesCompressed Air 2jaime100% (1)
- Energy Audit For Power PlantsDocument13 pagesEnergy Audit For Power Plantsnavratan61No ratings yet
- Sizing of Air ReceiverDocument6 pagesSizing of Air Receiverraghu_mn100% (1)
- Best Practices and Tips For Compressed Air Piping SystemsDocument19 pagesBest Practices and Tips For Compressed Air Piping SystemsAnonymous 70lCzDJvNo ratings yet
- Alternative Design For Reciprocating Compressor Driven by Using A Fluid Piston To Overcome LimitationsDocument6 pagesAlternative Design For Reciprocating Compressor Driven by Using A Fluid Piston To Overcome Limitationstahera aqeelNo ratings yet
- Boiler Soot-Blowing in Power Plants - Compressed Air Best PracticesDocument8 pagesBoiler Soot-Blowing in Power Plants - Compressed Air Best PracticesRoland NicolasNo ratings yet
- Cut Cost of Air CompressorDocument3 pagesCut Cost of Air CompressorNaeem HussainNo ratings yet
- Industrial Compressed Air Usage - Two Case StudiesDocument12 pagesIndustrial Compressed Air Usage - Two Case StudiesJhony LopesNo ratings yet
- Esl Ie 05 05 05Document11 pagesEsl Ie 05 05 05blindjaxxNo ratings yet
- TP 03Document13 pagesTP 03Walid Ben HuseinNo ratings yet
- Micro Gas TurbineDocument8 pagesMicro Gas TurbineRamachandran VenkateshNo ratings yet
- EC Fan Application Note - EMERSONDocument8 pagesEC Fan Application Note - EMERSONlouie mabiniNo ratings yet
- Topic: Variable Speed Drive Name: Salunke Yogesh Eknath EmailDocument10 pagesTopic: Variable Speed Drive Name: Salunke Yogesh Eknath Emailluke2200No ratings yet
- 3 CH 9Document16 pages3 CH 9Pradeep Srivastava SrivastavaNo ratings yet
- LAB 3 Air Compressor System AuditDocument7 pagesLAB 3 Air Compressor System AuditAmirulAminNo ratings yet
- 1-4 Start Up Boost LeafletDocument4 pages1-4 Start Up Boost LeafletsdiamanNo ratings yet
- Anglogold Ashanti Compressor Optimization Project - The Potential of System CFD Codes in The Mining IndustryDocument5 pagesAnglogold Ashanti Compressor Optimization Project - The Potential of System CFD Codes in The Mining IndustryAndre NelNo ratings yet
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- The Use of Phosphoric Acid As A Pickling Reagent For EnamelsDocument26 pagesThe Use of Phosphoric Acid As A Pickling Reagent For EnamelsDalveer SinghNo ratings yet
- Calculate Pipe Dia.Document2 pagesCalculate Pipe Dia.Dalveer SinghNo ratings yet
- Time Table of P G Exam 2018Document15 pagesTime Table of P G Exam 2018Dalveer SinghNo ratings yet
- Syllabus L.D.C. Paper-IIDocument2 pagesSyllabus L.D.C. Paper-IIDalveer SinghNo ratings yet
- Counselling Schedule For M.ed. (Regular) Session 2011-12Document1 pageCounselling Schedule For M.ed. (Regular) Session 2011-12Dalveer SinghNo ratings yet
- Methodology For 3 Layer PE Coating-2000Document7 pagesMethodology For 3 Layer PE Coating-2000muhamedzNo ratings yet
- Coloring Book - FinalDocument15 pagesColoring Book - FinalDalveer SinghNo ratings yet
- Psychrometric ChartDocument50 pagesPsychrometric ChartVishal Mehta100% (2)
- 3 ADocument17 pages3 ADalveer SinghNo ratings yet
- 1 MW PV Solar Power Project - Brief AnalysisDocument5 pages1 MW PV Solar Power Project - Brief AnalysisDalveer SinghNo ratings yet
- 1 MW PV Solar Power Project - Brief AnalysisDocument5 pages1 MW PV Solar Power Project - Brief AnalysisDalveer SinghNo ratings yet
- Environmental Impacts of Coal-Fired Power PlantsDocument71 pagesEnvironmental Impacts of Coal-Fired Power PlantsJuan Geronimo100% (3)
- SPC-0804.02-50.91 Rev D2 3D-CAD Model Review SpecificationDocument22 pagesSPC-0804.02-50.91 Rev D2 3D-CAD Model Review SpecificationAroon Kumar100% (1)
- Steam Turbines A Full Range To Fit Your Needs PDFDocument20 pagesSteam Turbines A Full Range To Fit Your Needs PDFvcharles100% (1)
- 3a Model SolutionDocument16 pages3a Model SolutionDalveer SinghNo ratings yet
- DM PlantDocument35 pagesDM PlantVuong BuiNo ratings yet
- 11-Flues and ChimneysDocument97 pages11-Flues and ChimneysValiNo ratings yet
- PGDCA SyllabusDocument38 pagesPGDCA SyllabusbharathindarapuNo ratings yet
- Education PsychologyDocument164 pagesEducation PsychologySheikh Eras100% (6)
- Vacuum SystemDocument28 pagesVacuum SystemDalveer SinghNo ratings yet
- Auxilary BoilerDocument14 pagesAuxilary Boileraliswatch100% (2)
- Flow FansDocument35 pagesFlow Fansaries26march100% (2)
- DMRC - Metro Parking, Parking Rate ListDocument3 pagesDMRC - Metro Parking, Parking Rate ListDalveer SinghNo ratings yet
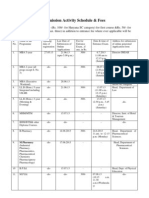
- MDU Admission Activity ScheduleDocument6 pagesMDU Admission Activity ScheduleDalveer SinghNo ratings yet
- Highway DrainageDocument16 pagesHighway DrainageDalveer Singh100% (1)
- CTET Paper I Hindi 2011Document39 pagesCTET Paper I Hindi 2011Dalveer SinghNo ratings yet
- Epf Form 19Document2 pagesEpf Form 19Gopalakrishnan KuppuswamyNo ratings yet
- Paper 3 - Set A Key: Paper - 3: Energy Efficiency in Electrical UtilitiesDocument18 pagesPaper 3 - Set A Key: Paper - 3: Energy Efficiency in Electrical UtilitiesDalveer SinghNo ratings yet
- CTET Paper II Hindi 2011Document57 pagesCTET Paper II Hindi 2011Dalveer SinghNo ratings yet
- XXXXXXXXX610XXX1986 122002 15042012Document1 pageXXXXXXXXX610XXX1986 122002 15042012Dalveer SinghNo ratings yet
- Philips Chassis Lc7-1e La PDFDocument91 pagesPhilips Chassis Lc7-1e La PDFcomphomeNo ratings yet
- Postmodern Architecture Reinterprets Form & FunctionDocument5 pagesPostmodern Architecture Reinterprets Form & FunctionNejra Uštović - PekićNo ratings yet
- LG Power Supply Reference GuideDocument29 pagesLG Power Supply Reference GuideOrlando Jose PascuaNo ratings yet
- SLD Magic 2Document12 pagesSLD Magic 2Deny Arisandi DarisandNo ratings yet
- User Manual Kxtda 30 600Document252 pagesUser Manual Kxtda 30 600kabeh1No ratings yet
- Engineering Data Ip5-3600Document2 pagesEngineering Data Ip5-3600CESAR SEGURANo ratings yet
- Chainsaw SparesDocument2 pagesChainsaw SpareswanttobeanmacccNo ratings yet
- LATERAL EARTH PRESSURE CALCULATIONSDocument55 pagesLATERAL EARTH PRESSURE CALCULATIONSRakesh SheteNo ratings yet
- ACSEW Cast Control Centers: Explosionproof, Dust-IgnitionproofDocument24 pagesACSEW Cast Control Centers: Explosionproof, Dust-IgnitionproofDennis MendozaNo ratings yet
- Windows 10 BasicsDocument22 pagesWindows 10 BasicsMustafa RadaidehNo ratings yet
- H2S ScavengerDocument7 pagesH2S ScavengerRizwan FaridNo ratings yet
- Manual Bristol 3808 Multivariable Transmitters en 133322 PDFDocument174 pagesManual Bristol 3808 Multivariable Transmitters en 133322 PDFROBERTO MARTINEZNo ratings yet
- Fls Brochure Usa v2 PDFDocument4 pagesFls Brochure Usa v2 PDFXa ViNo ratings yet
- Abbreviations GuideDocument12 pagesAbbreviations GuideHosein AsgariNo ratings yet
- Oxygen USPDocument2 pagesOxygen USPMartha Lucia Roa FonsecaNo ratings yet
- PROTECTIVE RELAY TYPE CPR FOR RUBBER BAG CONSERVATORDocument5 pagesPROTECTIVE RELAY TYPE CPR FOR RUBBER BAG CONSERVATORAshraf NazifNo ratings yet
- MVC Project Jarvis DatabaseDocument30 pagesMVC Project Jarvis DatabaseSravan SaiNo ratings yet
- 1 Substation Automation Solutions - SAS600 Series Rev B CompressedDocument106 pages1 Substation Automation Solutions - SAS600 Series Rev B CompressedcastrojpNo ratings yet
- Paes 217 1Document18 pagesPaes 217 1Czarina Mae MacaraegNo ratings yet
- Site Suitability Report C20XH: Open Space, Claylands RoadDocument68 pagesSite Suitability Report C20XH: Open Space, Claylands Roadinfo1639No ratings yet
- Article 5 - How To Purge Husqvarna Hydrostatic TransmissionDocument3 pagesArticle 5 - How To Purge Husqvarna Hydrostatic TransmissionSofia AlyaNo ratings yet
- Stability Data BookletDocument18 pagesStability Data BookletPaul Ashton25% (4)
- Plate Girder DesignDocument109 pagesPlate Girder Designhasib100% (3)
- Agilent GSMDocument74 pagesAgilent GSMShashank PrajapatiNo ratings yet
- Low-Power Digital Signal Processor Architecture For Wireless Sensor NodesDocument9 pagesLow-Power Digital Signal Processor Architecture For Wireless Sensor NodesGayathri K MNo ratings yet
- Checklist for Training Cleaning StaffDocument1 pageChecklist for Training Cleaning StaffharrydrivesucrazyNo ratings yet
- Banner Printing Set UpDocument21 pagesBanner Printing Set UpAsanka ChandimaNo ratings yet
- 1000100en Image LD DidacticDocument12 pages1000100en Image LD DidacticUditha MuthumalaNo ratings yet
- Chapter 5 Unit Operations Problems SolvedDocument6 pagesChapter 5 Unit Operations Problems SolvedfsamperizNo ratings yet
- KIOTI tractor manual overviewDocument150 pagesKIOTI tractor manual overviewNatsumi KawaiNo ratings yet