You might also like
- Steam Tracing TipsDocument2 pagesSteam Tracing TipsRam SudarshanNo ratings yet
- Dynamic Simulation - Steam SystemDocument11 pagesDynamic Simulation - Steam SystemDicky Wahyu PerdianNo ratings yet
- Heat Transfer - Choosing Steam vs. Electric HeatingDocument5 pagesHeat Transfer - Choosing Steam vs. Electric HeatingRicardo BecNo ratings yet
- Project Standards and Specifications Steam Trap Systems Rev01Document6 pagesProject Standards and Specifications Steam Trap Systems Rev01Omar Ahmed ElkhalilNo ratings yet
- StallDocument16 pagesStallbhalchandrak1867100% (1)
- Book-Condensed Hydraulic PDFDocument66 pagesBook-Condensed Hydraulic PDFbratkpNo ratings yet
- En HeatTracingSpecification ES H57428Document15 pagesEn HeatTracingSpecification ES H57428Richard GriffithNo ratings yet
- Flash Steam SystemDocument4 pagesFlash Steam SystemAnonymous CX51waINo ratings yet
- Gas Line Sizing Rev1Document11 pagesGas Line Sizing Rev1Sermsak LimpadapunNo ratings yet
- Glycol DehydrationDocument3 pagesGlycol DehydrationDharam RajgorNo ratings yet
- Saep 83 PDFDocument20 pagesSaep 83 PDFRami ElloumiNo ratings yet
- API PLAN 62 - Installation of Steam Traps in Steam QuenchDocument3 pagesAPI PLAN 62 - Installation of Steam Traps in Steam Quenchrmehta26No ratings yet
- Spirax Sarco PDFDocument4 pagesSpirax Sarco PDFandresaroNo ratings yet
- Reducing Steam Header PressureDocument1 pageReducing Steam Header Pressuresj_scribdNo ratings yet
- Basco IBC Catalog 2013Document16 pagesBasco IBC Catalog 2013Mario BarbarićNo ratings yet
- On The Design of Thermal BreathingDocument6 pagesOn The Design of Thermal BreathingLizbeth Fiallos AvilaNo ratings yet
- Ozone PDFDocument4 pagesOzone PDFShesharam ChouhanNo ratings yet
- Alumina Yield in the Bayer Process; Past, Present and ProspectsDocument6 pagesAlumina Yield in the Bayer Process; Past, Present and ProspectskensleyoliveiraNo ratings yet
- Centrifugal pump sizing for HCl transferDocument3 pagesCentrifugal pump sizing for HCl transferTagabo AliNo ratings yet
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocument7 pagesMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHINo ratings yet
- HVAC Systems and Equipment 2012 REF: CHAPTER 13. HYDRONIC HEATING AND COOLINGDocument7 pagesHVAC Systems and Equipment 2012 REF: CHAPTER 13. HYDRONIC HEATING AND COOLINGhenhuangNo ratings yet
- TN 010-Drip Traps Rev ADocument6 pagesTN 010-Drip Traps Rev AMariusCapraNo ratings yet
- Ejector technology for efficient and cost effective flare gas recoveryDocument10 pagesEjector technology for efficient and cost effective flare gas recoverySdadNo ratings yet
- PumpLab Book 1 PreviewDocument11 pagesPumpLab Book 1 Previewcorey6No ratings yet
- Falling Film Heat Transfer CoefficientDocument22 pagesFalling Film Heat Transfer CoefficientZarra FaktNo ratings yet
- Steam TrapDocument8 pagesSteam TrapSanket BandekarNo ratings yet
- PID Standard PitfallsDocument9 pagesPID Standard PitfallskrazylionNo ratings yet
- Plate Hydraulic Design ExampleDocument53 pagesPlate Hydraulic Design ExampleChristopher RileyNo ratings yet
- 352,, - 6Xoixulf$Flg$On/Odwlrq &dvherrn: SimsciDocument35 pages352,, - 6Xoixulf$Flg$On/Odwlrq &dvherrn: Simscimfruge7No ratings yet
- Design Review of AbsorbersDocument46 pagesDesign Review of AbsorbersAngelik MoralesNo ratings yet
- Thermal Oxidiser HazardsDocument14 pagesThermal Oxidiser HazardsMohammed AlShammasiNo ratings yet
- Teg ContactorDocument4 pagesTeg ContactorrepentinezNo ratings yet
- Steam Trapping Overview GB GST 33 enDocument22 pagesSteam Trapping Overview GB GST 33 enJerges Gerardo Mamani SilvaNo ratings yet
- Boiler Blowdown and Heat RecoveryDocument8 pagesBoiler Blowdown and Heat RecoveryRury MardianaNo ratings yet
- Steam Condensate Drainage OptionsDocument6 pagesSteam Condensate Drainage Optionssatishchemeng100% (2)
- Energy Consumption of Tanks VatsDocument12 pagesEnergy Consumption of Tanks VatsPouria SabbaghNo ratings yet
- Calculate control valve CvDocument3 pagesCalculate control valve CvRio SamudraNo ratings yet
- Cooling Towers Information PackageDocument25 pagesCooling Towers Information Packagemdawg467No ratings yet
- BoilBal SpreadsheetDocument16 pagesBoilBal SpreadsheetZulkarnain NasrullahNo ratings yet
- Relief Valve Tutorial Spirax SarcoDocument16 pagesRelief Valve Tutorial Spirax SarcoamokhtaNo ratings yet
- Multi-Effect Plate Distiller MEP SeriesDocument4 pagesMulti-Effect Plate Distiller MEP Seriesgochi bestNo ratings yet
- Centrifugal Pumps - Minimum FlowDocument2 pagesCentrifugal Pumps - Minimum FlowTrịnh Đức Hạnh100% (1)
- AlkyDocument37 pagesAlkyMỹ PhanNo ratings yet
- 750-326 Blowdown Separator 11 2015Document10 pages750-326 Blowdown Separator 11 2015osamaNo ratings yet
- TSP0013 Steam Tracing DesignDocument23 pagesTSP0013 Steam Tracing DesignFabio TemporiniNo ratings yet
- HANDBOOK Blanket Gas Regulators PDFDocument8 pagesHANDBOOK Blanket Gas Regulators PDFfrankz89No ratings yet
- A Simplified Approach To Water-Hammer AnalysisDocument4 pagesA Simplified Approach To Water-Hammer AnalysisChem.EnggNo ratings yet
- DeaeratorDocument3 pagesDeaeratorpawangwlNo ratings yet
- HPAC - Evaluating Deaerator OperationDocument5 pagesHPAC - Evaluating Deaerator Operationghostamir100% (1)
- Barometric Leg DefinedDocument1 pageBarometric Leg DefinedHassan AssegafNo ratings yet
- Ethylene GlycolDocument8 pagesEthylene GlycoljeswinNo ratings yet
- How to Size Liquid Ring Vacuum PumpsDocument3 pagesHow to Size Liquid Ring Vacuum PumpsdayrogNo ratings yet
- Skin Effect Heat Tracing SpecDocument10 pagesSkin Effect Heat Tracing SpecSaraswatapalitNo ratings yet
- Pso 1Document4 pagesPso 1OMKAR PATILNo ratings yet
- Steam Production Optimization in A Petrochemical Industry: AbstractDocument10 pagesSteam Production Optimization in A Petrochemical Industry: AbstractRida AhmadNo ratings yet
- Performance Analysis in Off Design Condition of Gas Trbine Air Bottoming Combined SystemDocument10 pagesPerformance Analysis in Off Design Condition of Gas Trbine Air Bottoming Combined SystemIrving Rosas JovenNo ratings yet
- FINAL Salient Tech Features - DGP - 2x20 MWDocument11 pagesFINAL Salient Tech Features - DGP - 2x20 MWNaresh BalujaNo ratings yet
- Power Plant Design InformationDocument47 pagesPower Plant Design InformationSISWANTO100% (1)
- Study of ID Fan Performance and Design of New FanDocument13 pagesStudy of ID Fan Performance and Design of New FanGanesh DasaraNo ratings yet
- Analysis of Energy Efficiency Improvement of HighDocument8 pagesAnalysis of Energy Efficiency Improvement of Highชยากร เวชสวรรค์No ratings yet
- A Review of Air Separation Technologies and Their Integration With Energy Conversion Processes PDFDocument20 pagesA Review of Air Separation Technologies and Their Integration With Energy Conversion Processes PDFtiara arlettaNo ratings yet
- Review of Cook Stove Test Methods 29 Mar 11Document13 pagesReview of Cook Stove Test Methods 29 Mar 11leakNo ratings yet
- Tables - TechnicalProperties - EN 10088 PDFDocument24 pagesTables - TechnicalProperties - EN 10088 PDFeugenio.gutenbertNo ratings yet
- Engineering Design Guidelines - Cooling Towers - Rev01Document33 pagesEngineering Design Guidelines - Cooling Towers - Rev01Ayman Imad El Mulki100% (1)
- Pengaturan Batasan Ketinggian BangunanDocument13 pagesPengaturan Batasan Ketinggian BangunanleakNo ratings yet
- Lec6 PDFDocument5 pagesLec6 PDFleakNo ratings yet
- LicenseDocument10 pagesLicenseleakNo ratings yet
- Eco TownsDocument7 pagesEco TownsleakNo ratings yet
- ScriptDocument1 pageScriptleakNo ratings yet
- InstallDocument1 pageInstallleakNo ratings yet
- Max flow rates for pipe classes & schedulesDocument1 pageMax flow rates for pipe classes & schedulesleakNo ratings yet
- Max flow rates for pipe classes & schedulesDocument1 pageMax flow rates for pipe classes & schedulesleakNo ratings yet
- Catalytic HydrogenationDocument2 pagesCatalytic HydrogenationleakNo ratings yet
- Surface Operations in Petroleum Production IDocument847 pagesSurface Operations in Petroleum Production Ingoxuandang93% (14)
- Geankoplis (1993) Transport Processes and Unit Operations - 3rd Ed PDFDocument937 pagesGeankoplis (1993) Transport Processes and Unit Operations - 3rd Ed PDFleak55% (11)
- Dehumidification Handbook 2nd Ed - 12 Cs PDFDocument228 pagesDehumidification Handbook 2nd Ed - 12 Cs PDFleak67% (3)
- Properties of Refrigerant 22 (Chlorodifluoromethane) PDFDocument66 pagesProperties of Refrigerant 22 (Chlorodifluoromethane) PDFleakNo ratings yet
- Serba-Serbi Common Sense 1Document5 pagesSerba-Serbi Common Sense 1leakNo ratings yet
- Drainage PrinciplesDocument7 pagesDrainage PrinciplesleakNo ratings yet
- UntitledDocument1 pageUntitledleakNo ratings yet
- Rollover PhenomenonDocument10 pagesRollover PhenomenonleakNo ratings yet
- LNG VaporizationDocument18 pagesLNG VaporizationFXS01No ratings yet
- Fire Protection: Text That Appears in Reflects Changes/additions Made Since The Last Edition of The Approval GuideDocument1 pageFire Protection: Text That Appears in Reflects Changes/additions Made Since The Last Edition of The Approval GuideleakNo ratings yet
- LNG TankDocument12 pagesLNG TankleakNo ratings yet
- Fire Protection: Text That Appears in Reflects Changes/additions Made Since The Last Edition of The Approval GuideDocument1 pageFire Protection: Text That Appears in Reflects Changes/additions Made Since The Last Edition of The Approval GuideleakNo ratings yet
- p /γ + z + v /2g + = p /γ + z + v /2g: Parallel Pipeline SystemsDocument12 pagesp /γ + z + v /2g + = p /γ + z + v /2g: Parallel Pipeline Systemsanirbanpwd76No ratings yet
- Stratification and Rollover in LNG TanksDocument14 pagesStratification and Rollover in LNG Tanksleak100% (2)
- Serba-Serbi Common Sense 1Document5 pagesSerba-Serbi Common Sense 1leakNo ratings yet
- Load Sharing CompressorDocument2 pagesLoad Sharing CompressorleakNo ratings yet
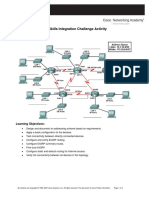
- E2 PTAct 9 7 1 DirectionsDocument4 pagesE2 PTAct 9 7 1 DirectionsEmzy SorianoNo ratings yet
- 1st Exam Practice Scratch (Answer)Document2 pages1st Exam Practice Scratch (Answer)Tang Hing Yiu, SamuelNo ratings yet
- Laundry & Home Care: Key Financials 1Document1 pageLaundry & Home Care: Key Financials 1Catrinoiu PetreNo ratings yet
- iec-60896-112002-8582Document3 pagesiec-60896-112002-8582tamjid.kabir89No ratings yet
- An Overview of National Ai Strategies and Policies © Oecd 2021Document26 pagesAn Overview of National Ai Strategies and Policies © Oecd 2021wanyama DenisNo ratings yet
- People vs. Ulip, G.R. No. L-3455Document1 pagePeople vs. Ulip, G.R. No. L-3455Grace GomezNo ratings yet
- Dell 1000W UPS Spec SheetDocument1 pageDell 1000W UPS Spec SheetbobNo ratings yet
- 2.8 V6 5V (Aha & Atq)Document200 pages2.8 V6 5V (Aha & Atq)Vladimir Socin ShakhbazyanNo ratings yet
- Portable dual-input thermometer with RS232 connectivityDocument2 pagesPortable dual-input thermometer with RS232 connectivityTaha OpedNo ratings yet
- Spouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsDocument11 pagesSpouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsRobyn JonesNo ratings yet
- Denial and AR Basic Manual v2Document31 pagesDenial and AR Basic Manual v2Calvin PatrickNo ratings yet
- MsgSpec v344 PDFDocument119 pagesMsgSpec v344 PDFqweceNo ratings yet
- Advance Bio-Photon Analyzer ABPA A2 Home PageDocument5 pagesAdvance Bio-Photon Analyzer ABPA A2 Home PageStellaEstel100% (1)
- Qatar Airways E-ticket Receipt for Travel from Baghdad to AthensDocument1 pageQatar Airways E-ticket Receipt for Travel from Baghdad to Athensمحمد الشريفي mohammed alshareefiNo ratings yet
- EFM2e, CH 03, SlidesDocument36 pagesEFM2e, CH 03, SlidesEricLiangtoNo ratings yet
- CSEC IT Fundamentals of Hardware and SoftwareDocument2 pagesCSEC IT Fundamentals of Hardware and SoftwareR.D. Khan100% (1)
- 2022 Product Catalog WebDocument100 pages2022 Product Catalog WebEdinson Reyes ValderramaNo ratings yet
- Battery Impedance Test Equipment: Biddle Bite 2PDocument4 pagesBattery Impedance Test Equipment: Biddle Bite 2PJorge PinzonNo ratings yet
- Chapter 1: The Investment Environment: Problem SetsDocument5 pagesChapter 1: The Investment Environment: Problem SetsGrant LiNo ratings yet
- Ebook The Managers Guide To Effective Feedback by ImpraiseDocument30 pagesEbook The Managers Guide To Effective Feedback by ImpraiseDebarkaChakrabortyNo ratings yet
- Novirost Sample TeaserDocument2 pagesNovirost Sample TeaserVlatko KotevskiNo ratings yet
- PS300-TM-330 Owners Manual PDFDocument55 pagesPS300-TM-330 Owners Manual PDFLester LouisNo ratings yet
- L-1 Linear Algebra Howard Anton Lectures Slides For StudentDocument19 pagesL-1 Linear Algebra Howard Anton Lectures Slides For StudentHasnain AbbasiNo ratings yet
- Discursive Closure and Discursive Openings in SustainabilityDocument10 pagesDiscursive Closure and Discursive Openings in SustainabilityRenn MNo ratings yet
- RTL8316C GR RealtekDocument93 pagesRTL8316C GR RealtekMaugrys CastilloNo ratings yet
- PRE EmtionDocument10 pagesPRE EmtionYahya JanNo ratings yet
- MATH2070 Computer Project: Organise Porject FoldDocument4 pagesMATH2070 Computer Project: Organise Porject FoldAbdul Muqsait KenyeNo ratings yet
- Janapriya Journal of Interdisciplinary Studies - Vol - 6Document186 pagesJanapriya Journal of Interdisciplinary Studies - Vol - 6abiskarNo ratings yet
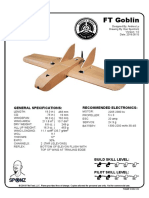
- FT Goblin Full SizeDocument7 pagesFT Goblin Full SizeDeakon Frost100% (1)
- Trinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Document13 pagesTrinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Immigrant & Refugee Appellate Center, LLCNo ratings yet