Professional Documents
Culture Documents
Codigo Asme Seccion Ix
Uploaded by
oaperuchenaCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Codigo Asme Seccion Ix
Uploaded by
oaperuchenaCopyright:
Available Formats
CODIGO ASME SECCION IX
MANEJO TEORICO PRACTICO DEL CODIGO ASME SECCION IX PROCEDIMIENTOS DE SOLDADURA (WPS) CALIFICACION DE PROCEDIMIENTOS (PQR) CALIFICACION DE SOLDADORES (WPQR) INDICE PROLOGO PROPSITO SOLDADURA Generalidades CODIGO ASME SECCION II, PARTE C. Generalidades INTRODUCCION AL CODIGO ASME SECCION IX PROCEDIMIENTOS DE SOLDADURA (WPS)WELDING PROCEDURE SPECIFICATION CALIFICACION DE PROCEDIMIENTOS DE SOLDADURA (PQR) PROCEDURE QUALIFICATION RECORD CALIFICACION DE SOLDADORES (WPQ) WELDERS PERFOMANCES QUALIFICATION APENDICE PROLOGO Se ha desarrollado esta conferencia como una ayuda para las personas relacionadas con el empleo de la soldadura en construcciones metal-mecnicas y quienes por lo tanto requieren de una mayor familiarizacin con el empleo del Cdigo ASME Seccin IX, tanto para Estructurar y Calificar Procedimientos de Soldadura como para Calificar Soldadores y
Operarios de Soldadura. En esta conferencia no se encuentra toda la informacin requerida para alcanzar dichos propsitos; por lo tanto no debe emplearse como un sustituto del Cdigo ASME Seccin IX. Se aclara tambin que las opiniones aqu expresadas no son oficiales, puesto que nicamente la ASME American Society of Mechanical Engineer, Sociedad Americana de Ingenieros Mecnicos puede interpretar oficialmente los distintos temas contemplados en las diferentes secciones publicadas. Esta charla est basada en el Cdigo ASME Seccin IX, Edicin 1989, Addenda de 1990 OBJETIVOS DE LA CONFERENCIA Familiarizar a los participantes en el empleo de la Seccin IX para Preparar y Calificar Procedimientos de Soldadura y para Calificar Soldadores y Operarios de Soldadura en los procesos SMAW, GTAW, GMAW, SAW, FCAW, es decir, solamente la parte QW Qualification Welding - Calificacin en Soldadura. Esto debido a que la parte QB Qualification Brazing - Calificacin en Soldaduras Fuertes es muy poco utilizada en nuestro medio. Al finalizar esta conferencia, los participantes estarn capacitados para: 1. Saber consultar el Cdigo ASME Seccin IX para resolver problemas de cdigo relacionados con la soldadura. 2. Conocer las limitaciones de la Seccin IX. 3. Identificar a los responsables de los diferentes aspectos de la soldadura 4. Saber cmo evaluar un procedimiento de soldadura (WPS) y posteriormente elaborar los reportes de calificacin de dicho procedimiento (PQR) y de los soldadores y operarios (WPQ) SOLDADURA Generalidades DISEO DE UNIONES SOLDADAS 1
El diseo de una unin soldada comienza con el reconocimiento de una necesidad, la cual puede ser el mejoramiento de un producto existente, o la construccin completa de uno nuevo, empleando las tcnicas ms avanzadas de diseo y fabricacin. Los factores generales a tener en cuenta en el diseo, son: Determinacin de las condiciones de Carga y Clculo de los Elementos Requeridos para soportarlas Materiales Base. Metales de Aporte Geometra de las Uniones. Tratamientos Trmicos requeridos Condiciones Especiales de Servicio.
Seccin II Parte C, no corresponde a la utilizada en la industria. Sin embargo, es necesario tenerla en cuenta al leer sta Seccin del Cdigo. MATERIAL DE APORTE: Se define como el material diferente al Material Base de la junta, el cual es depositado para formar la soldadura. ELECTRODO: Es la Varilla o Alambre que conduce la corriente elctrica, crea el arco elctrico al ponerse en contacto con la pieza en los procesos de soldadura por arco, y puede ser o no el material de aporte en la junta. VARILLA DE SOLDADURA: Es una Varilla o Alambre definido como el Material de Aporte el cual es depositado en la junta independientemente del electrodo que crea el Arco. FUNDENTE: Es un material en forma granular o formando una capa que sirve para estabilizar el arco, protegerlo al igual que al charco de metal fundido y en algunos casos para aportar elementos de aleacin a la soldadura. ESPECIFICACIONES DE LOS ELECTRODOS ALAMBRES VARILLAS Y CONSUMIBLES SFA - 5.1 Electrodos Revestidos para la Soldadura de los Aceros al Carbono. SFA - 5.2 Varillas para la Soldadura Oxicombustible del Hierro y el Acero.. SFA - 5.4 Electrodos Revestidos para la Soldadura de los Aceros al Cromo-Nquel y Acero al Cromo Resistentes a la Corrosin. SFA - 5.5 Electrodos Revestidos para la Soldadura de los Aceros de Baja Aleacin. SFA - 5.6 Electrodos Revestidos para la Soldadura del Cobre y Aleaciones de Cobre. SFA - 5.7 Electrodos y Varillas Desnudas para la Soldadura del Cobre y Aleaciones de Cobre. SFA - 5.8 Metales de Aporte para la Soldadura Fuerte. SFA - 5.9 Alambre Electrodo y Varillas Desnudos para la Soldadura de los Aceros al Cromo-Nquel y Aceros al Cromo Resistentes a la Corrosin. SFA - 5.10 Alambre Electrodo y Varillas Desnudas para la Soldadura del Aluminio y 2
CODIGO ASME SECCION II PARTE C La Seccin II contiene las Especificaciones de los Materiales referenciados por los Cdigos de Construccin. La Parte C contiene las Especificaciones de los Electrodos, Varillas, Alambres y Materiales de Soldadura. En general contiene: La Forma de especificar los Electrodos y dems Materiales de Soldadura Explicacin de la Designacin AWS para los Electrodos y Materiales de Soldadura. Posiciones de Uso recomendada para cada Electrodo. Tipo de Corriente y Polaridad. Temperaturas de Almacenamiento recomendadas para los Materiales de Soldadura. Los Procesos en los que pueden emplearse los diferentes Electrodos, y Informacin de cmo adquirir los Materiales de Soldadura TERMINOLOGIA DE LA SECCION II PARTE C Esta terminologa que se describe a continuacin y la cual es empleada en la
Aleaciones de Aluminio. SFA - 5.11 Electrodos Revestidos para la Soldadura del ` Nquel y Aleaciones de Nquel. SFA - 5.12 Electrodos de Tungsteno para la Soldadura GTAW. SFA - 5.13 Electrodos y Varillas para la Soldadura de Recubrimientos Slidos. SFA - 5.14 Alambre Electrodo y Varillas Desnudos para la Soldadura del Nquel y Aleaciones de Nquel. SFA - 5.15 Electrodos Revestidos y Varillas para la Soldadura del Hierro Fundido. SFA - 5.16 Alambre Electrodo y Varillas Desnudos para la Soldadura del Titanio y Aleaciones de Titanio. SFA - 5.17 Alambre Electrodo y Fundentes para la Soldadura por Arco Sumergido de los Aceros al Carbono. SFA - 5.18 Alambre Electrodo y Varillas Desnudos para la Soldadura por Arco Protegido con Gas de los Aceros al Carbono. SFA - 5.20 Alambre Electrodo Tubular para la Soldadura FCAW de los Aceros al Carbono. SFA - 5.21 Electrodos y Varillas para la Soldadura de Recubrimientos Compuestos. SFA - 5.22 Alambre Electrodo Tubular para la Soldadura FCAW de los Aceros al CromoNquel y Aceros Resistentes a la Corrosin. SFA - 5.23 Alambre Electrodo y Fundentes para la Soldadura por Arco Sumergido de los Aceros de Baja Aleacin. SFA - 5.24 Alambre Electrodo y Varillas Desnudos para la Soldadura del Circonio y Aleaciones de Circonio. SFA - 5.25 Consumibles empleados para la Soldadura por Electro escoria de los Aceros al Carbono, Aceros de Alta Resistencia y Aceros de Baja Aleacin. SFA - 5. 26 Consumibles empleados para la Soldadura por Electro gas de los Aceros al Carbono, Aceros de Alta Resistencia y Aceros de Baja Aleacin. SFA - 5.27 Varillas para la Soldadura Oxicombustible del Cobre y Aleaciones de Cobre. SFA - 5.28 Metales de Aporte para Aceros de Baja Aleacin. SFA - 5.29 Alambre Electrodo Tubular para la Soldadura FCAW de los Aceros de Baja Aleacin. SFA - 5.30 Insertos Consumibles. SFA - 5.01 Lineamientos para la Adquisicin de Metales de Aporte
COMITE DE CALDERAS DE VAPOR Y RECIPIENTES DE PRESION ASME VIII Creado en 1914 con el propsito de formular reglas estandarizadas para la construccin de Calderas de vapor y otros Recipientes de Presin. En la formulacin de las Reglas del Cdigo ASME y en el establecimiento de las Presiones Mximas de Diseo se consideran los Materiales, los Mtodos de Fabricacin y Construccin, el Tipo de Inspeccin y los Accesorios de Seguridad. FUNCIONES Establecer reglas de seguridad que gobiernen el diseo, la fabricacin y la inspeccin de calderas y tanques de presin. Interpretar estas reglas cuando pueda surgir alguna duda con respecto a su intencin o alcance. En la formulacin de estas reglas se consideran las necesidades de los usuarios, los fabricantes y los inspectores. OBJETIVOS Suministrar una real y razonable proteccin a la vida y la propiedad. Proporcionar un margen de deterioro de los equipos en servicio, el cual conduzca a un perodo de uso razonablemente largo y seguro. COMPOSICION DEL CODIGO ASME ASME ha desarrollado una serie de cdigos aplicables al diseo y construccin de recipientes a presin. Debido a la variedad de las aplicaciones de stos recipientes, se dividen en 11 Secciones separadas. Algunas de estas secciones estn divididas en 3
sub-secciones. Estas Secciones son: CALDERAS Y RECIPIENTES DE PRESION VIII Seccin I : Calderas de Potencia. Seccin II : Especificacin de Materiales. Parte A : Materiales Ferrosos. Parte B : Materiales No Ferrosos. Parte C : Alambres, Electrodos y Materiales de Aporte para Soldadura. Parte D : Propiedades. Seccin III : Divisin 1 Componentes de Plantas Nucleares de Potencia Sub-seccin NCA : Requisitos Generales. Sub-seccin NB : Componentes Clase 1. Sub-seccin NC : Componentes Clase 2. Sub-seccin ND : Componentes Clase 3. Sub-seccin EN : Componentes Clase MC.
Presin. Seccin VIII : Divisin 2 Reglas Alternativas. Seccin IX : Calificacin en Soldadura y Soldaduras Fuertes. Seccin X : Recipientes a Presin de Plstico Reforzado en Fibra de Vidrio. Seccin XI : Reglas para la Inspeccin en Servicio de Componentes de Plantas Nucleares. OTROS COMPONENTES DEL CODIGO ASME ADDENDA Revisiones a cada edicin del cdigo, debidamente aprobadas. Publicadas anualmente en hojas de diferentes colores y enviadas a cada poseedor de la edicin vigente. Vlidas despus de la fecha de publicacin, aunque slo son mandatorias u obligatorias despus de 6 meses de publicadas, excepto en las obras contratadas con anterioridad. Se recomienda no descartar las hojas del cdigo que son reemplazadas por las Addenda. INTERPRETACIONES
Sub-seccin NF : Soporte de Componentes. Sub-seccin NG : Estructuras del Soporte del Ncleo Seccin III : Divisin 2 : Contenedores y Recipientes de ` concreto de Reactores. Seccin IV : Calderas para la Generacin de Calor. Seccin V : Ensayos No Destructivos. Seccin VI : Reglas Recomendadas para el Cuidado y Operacin de Calderas para la Generacin de Calor. Seccin VII : Reglas Recomendadas para el Cuidado de Calderas de Potencia. Seccin VIII : Divisin 1 Recipientes de Respuestas escritas por ASME a cuestiones concernientes a la interpretacin de a spectos tcnicos del Cdigo. Estas interpretaciones son oficiales , se publican semestralmente en Julio y Diciembre y se envan a cada poseedor de la edicin vigente del cdigo. CASOS CODIGO Publicaciones ASME en las cuales se consideran: Las adiciones y revisiones propuestas al cdigo. Las formulaciones de casos que ayudan a clarificar la intencin de los requisitos 4
existentes. El suministro de las reglas para materiales o fabricaciones no contempladas en el cdigo vigente, cuando la necesidad sea urgente. Estos casos son enviados automticamente a los poseedores de la edicin vigente del cdigo. CODIGOS DE CONSTRUCCION Secciones I, III, IV, VIII etc. Otros Cdigos y Estndares como el API, TEMA, etc. Suministran normas particulares de Diseo, Fabricacin e Inspeccin aplicables a tipos especficos de construccin, p. ej: Calderas, Tanques, Intercambiadores, etc. en Acero,en Plstico,etc.
GENERALES DE SOLDADURA QW-100.1 PROPOSITO DEL CODIGO ASME SECCION IX La Seccin IX del Cdigo ASME es un Cdigo de Referencia. El propsito original era: La Calificacin de Procedimientos de Soldadura y la Calificacin de Soldadores para las nuevas construcciones tales cmo: Calderas, Recipientes a Presin segn las Secciones I y VIII del Cdigo y para Tuberas de Interconexin segn el Cdigo ANSI. Actualmente sirve de Referencia a otros Cdigos y Estndares de Construccin de uso frecuente, tales cmo el API - 650, el TEMA, el NBIC (Cdigo de Inspeccin del National Board), etc. los cuales no tienen nada que ver con la calificacin de procedimientos ni con la calificacin de soldadores y operarios. QW-101 ALCANCE DE LA SECCION IX
Soldadas, Forjadas, etc. CODIGOS DE REFERENCIA Secciones II, V, IX, etc. Otros Cdigos tales como el ASTM, ASNT, etc. Son citados o referenciados por algn Cdigo de Construccin (ASME y no ASME) como mandatorios para cumplir en los Materiales, Ensayos No Destructivos, Calificacin de Procedimientos y Personal, etc. Los Cdigos de Construccin pueden exigir requisitos adicionales o hacer excepciones a los requerimientos de los Cdigos de Referencia.
*La Calificacin de Procedimientos de Soldadura , y *La Calificacin de Soldadores y Operarios. En ambos casos para los Procesos de Soldadura por Arco QW y los procesos de Soldadura Fuerte QB, requeridos por el Cdigo ASME y por otros Cdigos y Especificaciones. Esto se encuentra descrito en la Introduccin de la Seccin IX. En este caso, slo nos ocuparemos de la parte de Soldadura por Arco QW. En lneas generales la base de la Seccin IX es: PARTE QW - WELDING - SOLDADURA * Artculo 1 : Informacin General. * Artculo 2 : Calificacin de Procedimientos. * Artculo 3 : Calificacin de Soldadores. * Artculo 4 : Datos de Soldadura. 5
INTRODUCCION AL CODIGO ASME IX
PARTE QW SOLDADURA ARTICULO I REQUERIMIENTOS
INDICE DE LA SECCION IX PARTE QW - WELDING- SOLDADURA ARTICULO 1 REQUERIMIENTOS GENERALES DE SOLDADURA QW - 100 Generales. QW - 110 Orientacin de Soldadura. QW - 120 Posiciones de Prueba para Soldaduras de Ranura. QW - 130 Posiciones de Prueba para Soldaduras de Filete. QW - 140 Tipos y Propsitos de las Pruebas y Exmenes. QW - 150 Pruebas de Tensin QW - 160 Pruebas de Doblez Guiado. QW - 170 Pruebas de Tenacidad de Mella. QW - 180 Pruebas del Metal de Aporte. QW - 190 Otras Pruebas y Exmenes. APENDICE Cartas de Indicaciones Redondeadas. ARTICULO 2 CALIFICACION DE PROCEDIMIENTOS DE SOLDADURA. QW - 200 Generales. QW - 210 Preparacin del Cupn de Prueba. QW - 220 Variables de Soldadura. QW - 230 Procesos Especiales. ARTICULO 3 CALIFICACION DEL DESEMPEO DEL SOLDADOR. QW - 300 Generales. QW - 310 Calificacin del Cupn de Prueba. QW - 320 Recalificacin y Prrroga de la Calificacin. QW - 350 Variables de Soldadura para el Soldador. QW - 360 Variables de Soldadura para el Operario. QW - 380 Procesos Especiales. ARTICULO 4 DATOS DE SOLDADURA QW - 400 Variables. QW - 410 Tcnicas. QW - 420 Nmeros P. QW - 430 Nmeros F. QW - 440 Composicin Qumica del Metal de
Soldadura. QW - 450 Especimenes o Ejemplares. QW - 460 Grficas. QW - 470 Ataque - Procesos y Reactivos QW - 480 Definiciones. APENDICE A Formatos de Soldadura Sugeridos No Mandatorios. APENDICE B Preparacin de Preguntas Tcnicas al Comit de Calderas y Recipientes de Presin Mandatorio. ARTICULO XII CALIFICACION DE PROCEDIMIENTOS DE SOLDADURA QB - 200 Generales. QB - 210 Preparacin de los Cupones de Prueba QB - 250 Variables de Soldadura Fuerte. ARTICULO XIII CALIFICACION DEL DESEMPEO DEL SOLDADOR . QB - 300 Generales. QB - 310 Calificacin de los Cupones de Prueba. QB - 320 Recalificacin y Prorroga de la Calificacin. QB - 350 Variables de Soldadura para el Soldador y Operarios de Soldadura . ITEMS FUERA DEL ALCANCE DE LA SECCION IX Algunos Items que no caen dentro de la Seccin IX son: v Parmetros para Soldaduras de Produccin. v Estndares de Aceptacin / Requisitos de Inspeccin para Estndares de Calidad. v Requisitos de Control de Calidad. v Seleccin de Materiales Base y / o Metales de Aporte para las condiciones de Servicio Esperadas. v Tiempos / Temperaturas requeridos para Alivios Trmicos, posteriores a la Soldadura. (PWHT) v Algunos Procesos de Soldadura que pueden considerarse en otros Cdigos o Estndares de Construccin.
PROCESOS DE SOLDADURA CONTEMPLADOS POR LA SECCION IX * OFW Oxi Fuel Welding. Soldadura Oxi Combustible. * SMAW Shielded Metal Arc Welding. Soldadura por Arco con Electrodo Revestido. * SAW Submerged Arc Welding. Soldadura por Arco Sumergido. * GMAW Gas Metal Arc Welding. Soldadura por Arco Protegido con Gas. * FCAW Flux Cored Arc Welding. Soldadura por Arco con Electrodo Tubular de Alma de Fundente. * GTAW Gas Tungsten Arc Welding. Soldadura por Arco con Electrodo de Tungsteno y Gas Protector. * PAW Plasma Arc Welding. Soldadura por Arco de Plasma. * ESW Electro Slag Welding. Soldadura por Electro Escoria. * EGW Electro Gas Welding. Soldadura por Electro Gas. * SW Stud Welding. Soldadura por Esprragos. * ICDF Inertia and Continuos Drive Friction Welding. Soldadura por Friccin e Inercia PROCESOS ESPECIALES DE SOLDADURA CONTEMPLADOS EN LA SECCION IX 1. OVERLAY - RECUBRIMIENTOS RESISTENTES A LA CORROSIN * SMAW * SAW * GMAW * GTAW * PAW 2. HARDFACING - RECUBRIMIENTOS RESISTENTES A LA ABRASION. * SMAW * SAW * GMAW * OFW * PAW 3. BUTTERING - RECUBRIMIENTOS DE
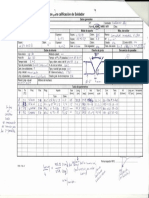
REPARACION. TRES TIPOS DE SOLDADURA CONTEMPLADOS EN LA SECCION IX La Seccin IX solamente contempla tres (3) tipos de Soldadura de acuerdo con la configuracin de las Juntas. 1. RANURA ( GROOVE) I V X U J Doble J K Doble K Penetracin Parcial Bisel Compuesto. etc. 2. FILETE (FILLET). 3. ESPARRAGOS (STUD) ARTICULO II CALIFICACION DEL PROCEDIMIENTO DE SOLDADURA (WELDING PROCEDURE QUALIFICATIONS-WPS) ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA (WELDING PROCEDURE SPECIFICATION-PQR ) QW200.1 (a)
WPS El WPS es un documento preparado y calificado por un Departamento Tcnico o de Ingeniera, el cual sirve de gua al personal de produce e inspecciona las soldaduras de produccin. Por ser un documento de ingeniera, es de obligatorio cumplimiento en toda sus partes por los diferentes Departamentos de las Empresa involucrados con la Soldadura. CONTENIDO DE UN WPS QW-200.1(b) La Seccin IX describe 3 documentos usados en los programas de soldadura. Uno de ellos es el WPS Todo WPS debe contener: Las Variables Esenciales relacionadas a cada Proceso empleado en el Procedimiento. Las Variables No Esenciales relativas al o los Procesos utilizados en el Procedimiento. Las Variables Suplementarias Esenciales, si se requiere Prueba de Impacto. Informacin Adicional considerada necesaria para obtener las soldaduras deseadas. El WPS debe definir las diferentes variables con los valores precisos o los rangos aceptables para ser empleados al realizar las soldaduras. Es importante notar que el WPS es una gua para el personal involucrado en la soldadura. VARIABLES DE SOLDADURA QW-250 VARIABLES ESENCIALES QW-251.2 Las Variables Esenciales de un Procedimiento de Soldadura son aquellas que al ser cambiadas, afectan las Propiedades Mecnicas de la Soldadura obtenida. Por lo tanto se requiere recalificacin. VARIABLES ESENCIALES SUPLEMENTARIAS Las Variables Esenciales Suplementarias de un Procedimiento de Soldadura son aquellas que al cambiarse, afectan las Propiedades de Impacto de la Soldadura a bajas Temperaturas. Estas Variables deben tenerse en cuenta cuando alguna Seccin del Cdigo o una Especificacin exija Prueba de Impacto. VARIABLES NO ESENCIALES QW-251.3 Las Variables No Esenciales de un Procedimiento de Soldadura son aquellas que al cambiarse NO ocasionan efectos apreciables en las Soldaduras. Estas Variables deben incluirse en todo WPS y deben respetarse en el Procedimiento de Soldadura. Las Variables No Esenciales pueden cambiarse revisando el WPS, sin necesidad de Recalificar el Procedimiento de Soldadura. ASPECTOS A CONSIDERAR PARA ELABORAR Y SELECCIONAR UN WPS Compatibilidad entre el Metal Base y el Metal de Aporte seleccionados. Propiedades Metalrgicas de los Metales Base a Soldar. Requisitos de Tratamientos Trmicos. Diseo de la Junta y Cargas. Propiedades Mecnicas deseadas Requerimientos de Servicio al cual va a someterse el equipo o elemento soldado. Habilidad y Disponibilidad de los Soldadores Disponibilidad de Equipos. Ubicacin de las Soldaduras. Economa. (Costo / tiempo). QW-200.1(d) FORMATOS Los Formatos Sugeridos o Recomendados No son Mandatorios; son simplemente ejemplos. Cualquier forma puede reemplazarlos siempre que contengan toda la informacin requerida. 8
calificado con procesos mltiples. QW-200.1(c) CAMBIOS A UN WPS Los WPS pueden ser revisados y modificados por variadas razones. Algunas de estas son: Un cambio en una Variable No Esencial requiere revisin pero no recalificacin. Un cambio en una Variable Esencial o Esencial Suplementaria (si se requiere Prueba de Impacto) requiere revisin del WPS y recalificacin del Procedimiento. Correcciones de errores inadvertidos. Cambios requeridos por la publicacin de una Addenda o una nueva edicin del Cdigo. Un WPS se revisa de la siguiente manera: Escribiendo un nuevo WPS, incluyendo el nmero de la revisin, Adicionando o quitando una enmienda. Esto requiere anotar el nmero de la revisin, fecha y su descripcin. RECALIFICACION DE UN WPS Se recalifica un WPS: Modifica o soporta el procedimiento. Cuando una variable esencial que se tena originalmente es cambiada. Cuando existen razones para cuestionar su validez. QW-200.4 COMBINACION DE PROCEDIMIENTOS DE SOLDADURA Se considera que existe una combinacin de Procedimiento, si ocurre una de las siguientes condiciones: Varios Procesos de Soldadura con diferentes Variables Esenciales en un WPS. Utilizar mas de un WPS para realizar una soldadura en produccin. Emplear solamente un proceso de un WPS Es un Registro de los Valores reales de las Variables Esenciales ( y de otras variables si se requieren) empleadas cuando se suelda un cupn. Documenta los resultados del trabajo de soldadura y los de los ensayo de los cupones. QW-200.2 (b) CONTENIDO DEL PQR Los datos tomados al soldar y ensayar una probeta, deben consignarse en el PQR. El PQR debe contener: Las Variables Esenciales de los Procesos empleados en el Procedimiento. Las Variables Esenciales Suplementarias 9 QW-200.2 CALIFICACION DE PROCEDIMIENTOS DE SOLDADURA PQR QW-200.2(a) REPORTE DE LA CALIFICACION DEL PROCEDIMIENTO PQR El PQR - Procedure Qualification Rcord - es el documento que valida y respalda al WPS. En cualquiera de estos casos debe tenerse especial cuidado de cumplir con los rangos de metal base y metal de aporte calificados. La Seccin IX trata lo siguiente como una combinacin de procedimientos o procesos: Ms de un Procedimiento de Soldadura empleado. Ms de un Nmero F. Ms de un WPS empleado para hacer Soldaduras. Ms de un Nmero A, excepto A1 y A2.
cuando se requiera Prueba de Impacto El Registro de las Variables No Esenciales es a eleccin del fabricante. Toda la informacin que se considere necesaria. Solamente debe consignarse la informacin real que se observe durante la prueba. No deben registrarse datos que no fueron observados. El PQR verifica las propiedades mecnicas de una soldadura mediante la documentacin de los resultados obtenidos de los ensayos destructivos. Suministra la prueba de soldabilidad. Lista los valores reales (Actuales) de las Variables empleadas para realizar la soldadura. Deben escribirse las Variables Esenciales para cada Proceso empleado. ETAPAS DE UN PQR 1. Escriba un WPS preliminar. 2. Soldar un cupn de prueba con base en el WPS 3. Preparar los especimenes de prueba. 4. Realizar directamente u ordenar los ensayos requeridos. 5. Evaluar los resultados de los ensayos. 6. Documentar los resultados en un PQR. OBSERVACIONES *El Fabricante debe poseer un WPS. Este documento o documentos deben describir los parmetros con los cuales se va a soldar. *Un WPS puede hacer referencia a los planos soldadura para describir algunas variables. *Si toda la informacin requerida por el cdigo est en los planos de produccin, deber llamarse al plano en el WPS. * El WPS puede ser de una o varias hojas. *Los WPS podrn ser controlados QW-202 TIPOS DE ENSAYOS REQUERIDOS ENSAYOS MECANICOS PARA CALIFICAR UN WPS QW 202: cubre los ensayos requeridos para calificar procedimientos de soldadura. Estos ensayos mecnicos son: De 1 a 2 Ensayos de Tensin mnimo. De 2 a 4 Ensayos de Doblez mnimo. 4 Dobleces de lado para espesores mayores de 3/4". 2 Dobleces de Cara y 2 de Raz para espesores menores de 3/8". A escoger para espesores menores de 3/4" y mayores o iguales a 3/8" El material ensayado puede ser uno de los listados en el WPS. Ver grfico QW - 450 QW-202.2 SOLDADURAS DE RANURA Y DE FILETE QW-202.2 (a) CALIFICACION PARA CORDONES DE RANURA QW - 451.1 y QW - 451.2 indican las pruebas requeridas para la calificacin de procedimientos de soldadura de ranura. Las Pruebas Mecnicas son: *Mnimo 2 Pruebas de Tensin *Mnimo 4 Pruebas de Doblez; Doblez de Lado para espesores de 3/8"o mayores. Doblez de Cara y Raz para espesores menores a 3/4". A escoger para espesores menores a 3/4"y mayores o iguales a 3/8". Cuando el WPS lo requiera, adicionalmente deber realizarse la Prueba de Impacto de acuerdo con la Seccin aplicable del Cdigo. QW-202.2 (c) CALIFICACION PARA CORDONES DE FILETE La Tabla QW - 451.3 provee informacin sobre el tipo de pruebas que deben realizarse para calificar un procedimiento para soldadura de filete. Se debe realizar una soldadura de filete con las platinas o tubos colocados en T y ejecutar 4 o 5 pruebas de macro-ataque dependiendo si la 10
probeta es a partir de lmina (QW - 462.4 (a)) o a partir de tubo (QW - 462.4 (d)). CALIFICACION DE PROCEDIMIENTOS PARA CORDONES DE FILETE QW - 462.4 (a) y (d) establecen: *Para lmina, 5 pruebas de macro ataque. *Para tubo, 4 pruebas de macro ataque. *Fusin completa en la Raz. En QW - 181.1 se indica cmo realizar las pruebas y en QW - 183 se dan los requisitos de aceptacin estableciendo que el metal de soldadura y la ZAC deben mostrar fusin completa y ausencia de grietas. QW - 183 tambin establece los requerimientos para realizar la prueba de macro ataque y determina que no debe haber una diferencia mayor a 1/8" entre la longitud de los pies del filete de soldadura. QW-202.2 (b) CALIFICACION PARA CORDONES DE RANURA CON PENETRACION PARCIAL QW - 202.2 (b) cubre los requerimientos para soldaduras de ranura con penetracin parcial. *Para calificaciones realizadas en probetas de menos de 1 1/2" de espesor se aplicarn los lmites de metal base y metal de aporte indicados en QW - 451. * El uso de probetas de espesor mayor o igual a 1 1/2" califica el espesor de metal base para espesores ilimitados y el metal de aporte limitado de acuerdo con QW - 451 QW-202.3 SOLDADURAS DE REPARACIN Y RECONSTRUCCION *Usar un WPS calificado en soldadura de ranura para reparar y reconstruir soldaduras de
ranura y filete. *Para soldaduras de filete no hay lmite en el espesor de metal base ni de aporte. * Para soldaduras de ranura el lmite superior de espesor de metal base est dado por QW 451 excepto para calificaciones en metal base de 1 1/2" que permite soldar sin limitaciones de material base. El espesor del metal de aporte estar limitado de acuerdo con QW - 451. LIMITES ESPECIALES DE ESPESOR DE METAL DE APORTE Para procesos SMAW, SAW, GTAW y GMAW, con mltiples pases el mximo espesor calificado para probetas de 1 1/2" o mayores es de 8". Para calificar en espesores mayores a 8" el espesor de la probeta no deber ser menor al espesor a calificar en produccin dividido por 1.33. QW-202.4 MATERIALES BASES DE ESPESORES DIFERENTES QW - 202.4 cubre los requerimientos para ste caso. * El espesor del material ms delgado deber estar dentro del rango permitido en QW - 451. *Si el WPS ha sido calificado en metal base de 1/4" o mayor, no existe ninguna limitacin en el espesor ms grueso para materiales P Nos. 8, 41, 43, 44, 45, 46, 51, 52, 61, y 62, siempre que no requieran prueba de impacto. *Para los dems materiales, el espesor del elemento ms grueso ser el permitido por QW - 451, excepto cuando la calificacin sea en 1 1/2" o mayor, caso en el que el espesor es ilimitado. QW-202. (c) CALIFICACIN DE CORDONES DE FILETE (EXCEPTO PARA NUMEROS P 11A GRUPOS Nos. 1 Y 2) 11
De acuerdo con QW - 202.2 para calificar Filetes de soldadura en metales P No. 11 (excluyendo P No. Grupos 1 y 2) debe calificarse en probetas ranuradas y en probetas para soldadura de filete. QW-200.2 (c) CAMBIOS PERMITIDOS A UN PQR Revisar un PQR es ms delicado que revisar un WPS. Un PQR es un registro de valores reales tomados en el momento en el que se realiza la calificacin de un PQR. Un PQR puede ser revisado para: *Corregir un error previo. *Actualizar un nuevo requisito del cdigo, previendo que el nuevo criterio se haya observado al soldar el cupn de prueba. NO se pueden cambiar ni aadir datos que no se observen durante la prueba. Cuando se revise un PQR siempre se debe:
Nmero P. y permitindose para que el procedimiento sustente cualquier WPS dentro de las atribuciones que permita el Cdigo, como por ejemplo, el uso de cualquier otro material del mismo Numero P. QW-200.2 (f) MULTIPLES WPS's SOPORTAN UN PQR QW - 200.2(F) permite el uso de un PQR para soportar varios WPS's. Un ejemplo de esto puede ser: *El PQR No. 1 est calificado con electrodos con Nos. F4 y F6. Este PQR podr soportar el WPS No.2 el cual slo emplea electrodos con F 4 y el WPS No.3 que emplea electrodo con No. F 6. Es muy importante recordar que todas las variables debern ser tenidas en cuenta cuando se utiliza ste mtodo. MULTIPLES PQR's SOPORTAN UN WPS QW - 200.2 (F) admite el uso de ms de un PQR para soportar un WPS. Un ejemplo de esto puede ser:
*Guardar el original. *Certificar y fechar la revisin anotando la razn de la revisin. QW-200.2 (d) FORMATOS PARA UN PQR EJEMPLO DE UN PQR REVISADO Una razn vlida para revisar un PQR es un cambio en el cdigo en la clasificacin del material. Si en el momento de la calificacin original el material no tena asignado un Nmero P, y la calificacin se hizo con base en la especificacin del material, esta calificacin slo permita soldar esta especificacin. Posteriormente, el Comit de la Seccin IX le asigna un Nmero P. a ste material, entonces el PQR podr revisarse, indicando el nuevo
* El PQR No. 1 est calificado con Alivio Trmico (PWHT- Post Welding Heat Tratamiento) *El PQR No. 2 est calificado sin Alivio Trmico. * Los PQR No. 1 y No. 2 podrn usarse para soportar el WPS No.1 el cual abarca el procedimiento con o sin Alivio Trmico. PROCEDIMIENTOS DE SOLDADURA INTERCOMPAIAS QW - 201 permite el uso de procedimientos de soldadura entre diferentes compaas de una misma corporacin con nombres diferentes, sin necesidad de recalificacin, previendo que: * Ambas compaas se encuentren dentro de la misma estructura corporativa. *Cada divisin o compaa deber cumplir con 12
los controles necesarios los cuales estn contenidos en el Manual de Control de Calidad. *La calificacin de los procedimientos de soldadura se haga de acuerdo con el Cdigo ASME Seccin IX. QW-201 RESPONSABILIDAD DEL FABRICANTE Y/O CONTRATISTA Es obligacin del Fabricante: *Preparar por escrito los Procedimientos de Soldadura (WPS) *Preparar un reporte de la Calificacin del Procedimiento (PQR) con base en la soldadura de un cupn. *Realizar u Ordenar que se hagan todos los ensayos de laboratorio requeridos. * Listar todos los parmetros necesarios para la aplicacin del Procedimiento. *Registrar los datos reales de la soldadura del cupn en el PQR. *Registrar los resultados de los ensayos de laboratorio en el PQR. *Certificar la informacin contenida por el PQR. * Asegurarse que todos los soldadores suelden bajo su control directo, los cupones de prueba. * Implantar un sistema de Control de Calidad para controlar las calificaciones. * Obtener la calidad exigida por los cdigos y por lo tanto es responsable por la calidad de las soldadura efectuadas por su compaa. * Considerar la compatibilidad metalrgica entre metal base y metal de aporte. * Considerar si sustituir el material base usado en las calificaciones por otro diferente del mismo Nmero P implica la incompatibilidad desde el punto de vista de las propiedades metalrgicas, el tratamiento trmico, el diseo, las propiedades mecnicas y los requisitos de servicio del elemento soldado. * Mantener disponible para el soldador y quienes supervisen la soldadura, el WPS correspondiente. * Compilar en un listado todos los procedimientos calificados y que pueden ser utilizados en los trabajo cdigos. CALIFICACION DEL DESEMPEO
SECCION IX ARTICULO III El Artculo III de la Seccin IX cubre los requisitos para la Calificacin de Soldadores y Operarios de Soldadura. Este Artculo lista para cada proceso de soldadura las variables que aplican en la realizacin de la Calificacin de Soldadores y Operarios de Soldadura. Este Artculo contiene toda la informacin necesaria para la calificacin de soldadores y operarios de soldadura. Nunca utilice el Artculo II para la calificacin de soldadores. QUE ES UN SOLDADOR ? Es una persona que ejecuta manual o semiautomticamente una operacin de soldadura. Un soldador controla la accin durante la soldadura de una unin. PROPOSITO DE LA CALIFICACION DE UN SOLDADOR El propsito de la calificacin de un soldador es determinar su habilidad para depositar soldaduras sanas. Basados en este criterio se fijan las variables empleadas para calificar soldadores. Los soldadores deben cumplir con un mnimo de requisitos establecidos en la Seccin IX QUE ES UN OPERARIO DE SOLDADURA? Es aquella persona que maneja u opera una mquina automtica. El ajusta la mquina y presiona el interruptor de arranque. La mquina realiza la soldadura. PROPOSITO DE LA CALIFICACION DE UN OPERARIO DE SOLDADURA El propsito de la calificacin de un operario 13
de soldadura es determinar su habilidad para ajustar la mquina de soldadura y operar el equipo. Debe cumplir con un mnimo de requisitos especificados por la Seccin IX. RESPONSABILIDAD DEL FABRICANTE EN LA CALIFICACION DE SOLDADORES El Fabricante o Certificador, en terminologa del Cdigo, es el responsable de conducir los ensayos para calificar al soldador y al operario de soldadura en uno o ms procesos, de acuerdo con un WPS calificado. Con este WPS el fabricante realiza soldaduras en la construccin de equipos cdigo. Esta responsabilidad no puede ser delegada a ninguna organizacin. En trminos generales el fabricante debe: *Soldar un cupn de acuerdo al WPS. * Controlar la soldadura del cupn y certificarlo. * Calificar cada soldador en cada proceso que emplee. * Mantener la identificacin de los soldadores. * Establecer un programa de Control de Calidad de las Soldaduras hechas por su organizacin. REGISTRO DE LA CALIFICACION DE LOS SOLDADORES La informacin tomada de la Calificacin de Soldadores y / u operarios debe registrarse por escrito. Este documento se conoce como WPQR Welder Perfomance Qualification Rcord. All deben registrarse como mnimo las Variables Esenciales para los soldadores, el tipo de pruebas realizadas y sus resultados, y los rangos calificados de acuerdo con QW 452 para cada soldador u operario. REGISTRO DE LA HABILIDAD
DE LOS SOLDADORES (WPQR) CONTENIDO DE UN WPQR El WPQR es un documento usado para registrar los soldadores que han sido calificados por el fabricante para determinar su habilidad, utilizando un WPS. El WPQR debe contener: *El valor real de las variables esenciales correspondientes al proceso de soldadura utilizado. * Los resultados de los ensayos del cupn de prueba. * Los rangos en los cuales el soldador queda calificado. Debe tenerse en cuenta que alguno valores son mximos y otros son mnimos. * Nombre del fabricante. * Fecha de calificacin. * Nombre del funcionario que certifica que el cupn de prueba fue preparado, soldado y probado segn el cdigo. * Alguna otra informacin que se desee, por ejemplo: alguna posicin especial. QW-350 VARIABLES DE SOLDADURA PARA SOLDADORES Se definen como una condicin , la cual cuando es cambiada, afecta la habilidad del soldador para depositar soldaduras sanas. Para los Soldadores no existen Variables No Esenciales ni Variables Suplementarias. No aplican para Operarios de Soldadura. NOTA: Para los Operarios de Soldadura se utilizan la Variables Esenciales dadas en QW 360. REQUISITOS GENERALES PARA LA CALIFICACION DE SOLDADORES Y OPERARIOS DE SOLDADURA QW - 301 da los requisitos para las pruebas de los soldadores. * El cupn de prueba debe ser soldado de 14
acuerdo con un WPS del fabricante. * Cuando el WPS con el cual se va a calificar el soldador requiera un post-calentamiento (PWHT), ste puede omitirse para la calificacin del soldador. * Cuando un soldador u operario de soldadura califique un WPS, tambin califica como soldador dentro de los lmites establecidos para calificacin de soldador u operario. * El Inspector, Supervisor, Instructor o quien conduzca la calificacin puede detener su ejecucin en cualquier momento en el cual considere que no se cumplen los requisitos para obtener resultados satisfactorios. QW-302 TIPOS DE PRUEBAS REQUERIDAS Los soldadores y operarios de soldadura pueden calificarse empleando dos mtodos: QW-302.1. ENSAYOS MECANICOS - DOBLEZ PARA JUNTAS DE RANURA - MACRO-ATAQUE / FRACTURA PARA JUNTAS DE FILETE. QW-302.2. INSPECCION RADIOGRAFICA Para determinar cuando la calificacin puede hacerse con inspeccin radiogrfica, debe leerse cuidadosamente QW - 304, para los soldadores y QW - 305 para operarios de soldadura. Deber inspeccionarse por lo menos 6" del cupn o la pega circunferencial completa si es en tubera. QW-302.1 ENSAYOS MECANICOS Los Ensayos Mecnicos par calificacin de soldadores y operarios de soldadura, dependiendo de cmo se califique, son: TIPOS DE JUNTA PRUEBAS REQUERIDAS PLATINA CON RANURA 2 DOBLECES
TUBERIA CON RANURA POSICIONES 1G Y 2G 2 DOBLECES TUBERIA CON RANURA POSICIONES 5 G Y 6G 4 DOBLECES PLATINA CON FILETE 1 MACRO, 1 FRACTURA TUBERIA CON FILETE 1 MACRO, 1 FRACTURA CRITERIOS DE ACEPTACION DE ENSAYOS MECANICOS Los criterios de aceptacin sobre los resultados de los ensayos mecnicos estn dados en: QW - 163. Criterios de aceptacin para Doblez. QW - 184. Criterios de aceptacin para Macro Ataque. QW - 182. Criterios de aceptacin para Fractura. CRITERIOS DOBLEZ: No se aceptar ningn defecto abierto que exceda de 1/8" medido en cualquier direccin de la superficie convexa. MACRO ATAQUE: No deber presentar ninguna grieta ni faltas de fusin. Las indicaciones lineales en la raz debern ser menores a 1/32". La soldadura no deber mostrar una concavidad o convexidad mayor de 1/16". Entre los pies de soldadura no debe haber una diferencia mayor a 1/8". FRACTURA: No deber mostrar grietas o falta de fusin en la raz, y la suma de las inclusiones y poros no deber tener una longitud mayor a 3/8" para platinas, o mayores que el 10% del espesor del tubo. QW-302.2 INSPECCION RADIOGRAFICA Las condiciones para que la prueba radiogrfica sea aceptable en la calificacin de 15
soldadores y operarios de soldadura son: Que sea para cordones de ranura, en los procesos SMAW, SAW, GTAW, PAW, FCAW, y GMAW (Excepto con arco en corto circuito) Metales Base Nmeros P 1 hasta Nmeros P 11, Nmeros P 30s y P 40s. Metales Base Nmeros P 20s y Nmeros P 50s soldados con GTAW. CRITERIOS DE ACEPTACION DE LA INSPECCION RADIOGRAFICA La prueba radiogrfica RT se considera inaceptable cuando la radiografa muestre imperfecciones que excedan los siguientes lmites: 1. INDICACIONES LINEALES: (1) Cualquier tipo de grieta o zona de fusin incompleta. (2) Ninguna inclusin de escoria alargada que exceda: (a) 1/8" para espesores t hasta 3/8" inclusive. (b) 1/3 del espesor para t menores a 3/8" o menores o iguales a 2 1/4". (c) 3/4" para espesores mayores a 2 1/4". (3) Ningn grupo de inclusiones alargadas lineales con longitud agregada mayor que el espesor en una longitud de 12 espesores, excepto cuando la distancia entre imperfecciones sucesivas exceda a 6L, donde L es la longitud de la imperfeccin ms larga del grupo. 2. INDICACIONES REDONDEADAS: (1) La mxima dimensin permisible es el menor entre el 20% del espesor o 1/8". (2) Para soldaduras de materiales menores a 1/8", el nmero mximo de indicaciones es de
12 en una longitud de 6". (3) Para soldaduras de materiales mayores o iguales a 1/8" usar Apndice 1. Dimetros menores a 1/32" son irrelevantes. SOLDADORES ENTRE COMPAIAS QW - 300.2 permite el uso de soldadores entre compaas de la misma corporacin, con diferentes nombres, sin necesidad de recalificacin siempre que se cumpla lo siguiente: * Las Compaas involucradas debern pertenecer a la misma Unidad Corporativa. * Las Divisiones o Compaas involucradas debern cumplir los controles operacionales descritos en el Manual de Control de Calidad relacionados con la calificacin de los soldadores y operarios de soldadura. REGISTRO DE LOS SOLDADORES Y OPERARIOS DE SOLDADURA Los Registros que se necesitan llevarse para los soldadores y operarios de soldadura son los WPQR ( Welders Perfomance Qualification Rcord) Registros de la Calificacin del Desempeo de los Soldadores, la Continuidad del Soldador (Welder Log) y la Identificacin de los Soldadores y Operarios de Soldadura (Estampe). La Continuidad o Welder Log, es un documento que nace de los requisitos de QW 322. La Identificacin es discutida por la Seccin IX y requerida por algunos cdigos, por ejemplo: la Seccin VIII, Divisin 1, Pargrafo UW - 29 (d) exige un registro el cual muestre los resultados de los ensayos, la fecha de realizacin y la identificacin asignada a cada soldador (Estampe). Este registro debe estar certificado por el fabricante. CONTINUIDAD DE LOS SOLDADORES Y OPERARIOS DE SOLDADURA (WELDER LOG) QW - 322 requiere que los soldadores y operarios de soldadura mantengan vigente su 16
habilidad y destreza en el o los procesos en los cuales fueron calificados. Para ello establece que: Deben soldar como mnimo cada 6 meses en o los procesos en los cuales fueron calificados. No es necesario que lo hagan en trabajos cdigo para mantener la continuidad. Se debe establecer un sistema de continuidad. QW-322 EXPIRACION Y REVALIDACION DE LA CALIFICACION DE SOLDADORES QW-322.1 EXPIRACION DE LA CALIFICACION Un soldador necesita recalificarse cuando: 1. Se exceda el tiempo lmite de seis meses indicado por QW - 322. 2. Los rangos estn fuera de los que fueron calificados. 3. Existen razones para dudar de su habilidad para depositar soldadura que cumplan con las especificaciones. QW-322.2 REVALIDACION DE LA CALIFICACION DE LOS SOLDADORES QW - 322 establece: 1. Si la revalidacin de la calificacin se debe a lmite de tiempo sin soldar, la recalificacin puede hacerse utilizando un slo cupn de prueba, ya sea en lmina o en tubera, de cualquier espesor, dimetro, y soldado en cualquier posicin. 2. Cuando se deba a dudas sobre la habilidad, la recalificacin deber hacerse en un cupn de prueba apropiado para los trabajos de produccin planeados. En los dos casos debern realizarse las pruebas exigidas para cualquier calificacin de soldadores, y los criterios de aceptacin sern
los mismos. ARCHIVO DE LOS REGISTROS No existen en los Cdigos No Nucleares requisitos especficos de cmo mantener el archivo de los procedimientos de soldadura WPS's, calificacin de los mismos PQR's y calificacin de los soldadores WPQR's una vez que se ha terminado el trabajo. No obstante, el Manual de Control de Calidad o cualquier documento deber indicar el sistema de archivo de dichos documentos, pues en caso de no tenerlos, sera necesario calificar los procedimientos cada vez que se necesite realizar un trabajo. Como nota adicional, los cdigos nucleares exigen por el tiempo de vida de la planta, la retencin de toda esta documentacin. En cualquier caso, los procedimientos estarn disponibles durante el tiempo de construccin del equipo. CALIFICACIONES ANTERIORES A LA ULTIMA REVISION ACEPTABLE DEL CODIGO El Artculo 1 Pargrafo QW - 100.3 trata sobre los procedimientos de soldadura, las calificaciones de los procedimientos y de los soldadores anteriores a la ltima revisin del cdigo, y establece: 1. Si la calificacin fue hecha antes de 1962, Ud. puede: Utilizarla siempre y cuando cumpla con todos los requisitos de la Seccin IX Edicin de 1962 o posterior (inclusive sta); en caso contrario, descartarla porque no es vlida. 2. Si la calificacin se efectu de acuerdo con la Seccin IX Edicin posterior a 1962, esta ser aplicable indefinidamente, y cualquier calificacin del soldador ser vlida si su continuidad (Welder Log) se mantiene. QW-103 RESPONSABILIDAD QW-103.1 RESPONSABILIDAD EN LA SOLDADURA. 17
El fabricante y / o el contratista est obligado a: Sus soldadores deben soldar las probetas de calificacin de acuerdo con algn procedimiento de soldadura WPS calificado. Los soldadores a calificarse deben soldar las probetas de calificacin bajo su completa supervisin y control. Todo soldador debe Calificarse en cada proceso que vaya a emplear en produccin. Implementar y mantener un sistema de identificacin de los soldadores. Establecer un sistema de control de calidad para controlar las calificaciones de los soldadores. Responder por la calidad de las soldaduras realizadas por sus soldadores.
QW-150 PRUEBAS DE TENSION El ensayo de tensin esta cubierto en QW 150. Este pargrafo se refiere a la Tabla QW 451. QW-151 ESPECIMENES QW - 151 expresa: Si el cupn es mayor de 1" de espesor, los especimenes pueden cortarse mecnicamente. Cada set de los especimenes representan uno de tensin. TIPOS DE TENSION Los tipo de tensin descritos en QW - 150 son: QW-151.1 SECCION REDUCIDA PLATINA.
QW-103.2 RESPONSABILIDAD POR LOS REGISTROS El fabricante y / o contratista tiene la responsabilidad especfica relacionada con la documentacin involucrada en la calificacin de los procedimientos. El fabricante y / o contratista deber: Calificar el WPS. Mantener los WPS's y PQR's por el lapso que demore en ejecutar la soldadura. Asegurarse que todos los cupones sean soldados por soldadores bajo su estricto control. Certificar el PQR. Certificar una lista de todos los procedimientos a emplear en el trabajo. QW-140 TIPOS Y PROPOSITOS DE LAS PRUEBAS Y ENSAYOS
QW-151.2 SECCION REDUCIDA TUBERA QW-151.3 SECCION REDUCIDA ESPECIMEN ROSCADO. QW-151.4 SECCION COMPLETA TUBERIA DE 3" O MENORES QW-152 PROCEDIMIENTO DE LA PRUEBA DE TENSION QW-153 CRITERIOS DE ACEPTACIN ENSAYO DE TENSIN QW-153.1 RESISTENCIA A LA TENSION Mnimo Esfuerzo del Material Base. Mnimo Esfuerzo del Material de menor espesor cuando se emplean materiales diferentes. Mnimo Esfuerzo de la Soldadura si el material base y el metal de aporte tienen diferentes esfuerzos a la temperatura de diseo. 18
3. Platina o Tubo o ambos. Si el rompimiento ocurre en el material base fuera de la lnea de fusin, el criterio puede aceptarse hasta un 5% por debajo del mnimo esfuerzo del material base. QW-160 PRUEBAS DE DOBLEZ GUIADO El uso de ms de un Nmero F. QW-163 CRITERIOS DE ACEPTACIN PRUEBA DE DOBLEZ El criterio de aceptacin para el doblez guiado, se encuentra en QW - 163: Defectos en la soldadura o en la ZAC mayores que 1/8" no son aceptadas. Grietas en los bordes pueden ignorarse a menos que resulten de escorias o defectos internos. QW-202 TIPOS DE PRUEBAS REQUERIDAS QW-202.2 CORDONES DE RANURA Y DE FILETE QW - 202.2 da los requisitos para la calificacin de cordones de ranura y de filetes. Cuando se califica una junta de ranura, esta calificar para todas las juntas de filete en incluye: Todos los espesores. Todos los tamaos. Todos los dimetros. Una excepcin a esta regla es el Nmero P 11A, Grupos 3, 4, y 5 y el Nmero P 11B, el cual requiere calificaciones especiales. CONSIDERACIONES PARA ESCOGER UN CUPON 1. La posicin a soldar. 2. El anillo de respaldo o Backing si es o no empleado. El pase de raz, se inspeccionar para prevenir problemas posteriores en la vida de la junta. 19 Los cdigos exigen ciertos requisitos durante la soldadura de Items, para asegurar la inspeccin. Algunas inspecciones son entre otras: Que los materiales sean aceptables al cdigo y a los criterios de diseo. Que el armado requerido en los WPS's y los puntos de soldadura sean aceptables. El Uso de ms de un proceso. El Uso de ms de un soldador. EJEMPLOS DE COMBINACION DE PROCEDIMIENTOS Algunos ejemplos son: Un WPS con 1/4" para proceso GTAW y 3/4" con proceso SMAW. Un WPS con 1/3" para proceso SMAW con Nmero F 1 y 1/2" con proceso SMAW con Nmero F 4. Un WPS con proceso GTAW y un WPS con proceso SMAW, empleados para hacer la misma soldadura. Un WPS con proceso SMAW y electrodo E 7018 A1 y E 8018 B2. Estos electrodos poseen diferente Nmero A. INSPECCION DE SOLDADURAS ( NO CUBIERTO POR LA SECCION IX) COMBINACIN DE PROCESOS Como existen procedimientos combinados cuando se califica un soldador, se debe considerar:
Inspeccionar el decarbonado para asegurar la sanidad del material antes de aplicar soldadura por el otro lado. Inspeccin Visual de la soldadura. Requerir algn tipo de ensayo no destructivo. Que toda la documentacin apropiada est disponible y correcta. CONTROL DE PRODUCCION DE SOLDADURA Para la soldadura de materiales a presin, el fabricante deber: Guiarse por un WPS calificado como se especifica en los planos. Usar soldaduras y operarios calificados. Usar materiales de soldadura como se indica en los WPS's. Estampar o registrar las soldaduras. Inspeccionar la soldadura. Ejecutar algn tipo de ensayo no destructivo. NDT. REQUISITOS DEL MANUAL DE CONTROL DE CALIDAD El Manual de Control de Calidad debe cubrir los controles utilizados en los programas de soldadura. RESPONSABILIDAD DE LOS INSPECTORES AUTORIZADOS Monitorear los programas de Control de Calidad. Verificar que los procedimientos cumplan con el cdigo en referencia. Verificar que los soldadores estn apropiadamente calificados y que sus calificaciones le permitan a ellos emplear los procedimientos requeridos.
Verificar que los procedimientos sean calificados antes de realizar un trabajo cdigo. RESPONSABILIDADES DEL FABRICANTE BAJO LA SECCION IX La Seccin IX dice que el fabricante es responsable por: Conducir los ensayos para calificar los procedimientos y los soldadores. La ejecucin de la soldadura por su organizacin o empresa. REQUISITOS DE LOS PROGRAMAS DE CONTROL DE CALIDAD Cada cdigo de construccin requiere documentacin de los programas de Control de Calidad. Incluidos en ste manual, se har una descripcin de los controles aplicados para soldar. Estos requisitos se encontrarn en: Seccin I : A 300 Seccin IV : Apndice F Seccin VIII : Divisin 1 Apndice 10 Seccin VII : Divisin 2 Apndice 18 Los materiales descritos a continuacin son los empleados en el proceso de SMAW: 1. ELECTRODOS PARA SOLDAR ACEROS AL CARBONO: ELECTRODO CARACTERISTICAS APLICACION PROPIEDADES MECANICAS E6010 Alta penetracin Trabaja en todas posiciones Se usa en juntas sencillas o dobles Remocin de escoria fcil Se usa para soldar aceros de bajo carbono, lamina ordinaria y galvanizada, estructuras, 20
tubera de presin y acero fundido Resistencia a la traccin: 43.5 50. 5 Elongacin: (22- 33)% Resistencia al impacto:29c 27 100 Joule E6013 Fcil manipulacin. Poca penetracin. Produce una capa uniforme lisa. Buena presentacin. Se usa en construcciones de hierro en general carpintera metlica, carrocera, puertas, en ductos y ornamentacin general. Trabaja en CC o CA. Puede utilizarse en la tcnica de arrastre para juntas planas y horizontales Resistencia a la traccin: 42 52 Elongacin: (22- 28)% Resistencia al impacto:20c; 40 110 Joule. E7018 Es de bajo hidrogeno Se utiliza con corriente directa polaridad (+) Baja perdidas por salpicaduras Excelente calidad radiogrfica Resistencia al a tensin, se aplica tambin en estructuras, tubera y tanque a presin, caldera, caeras sus buenas propiedades fsicas lo hace til en astilleros. Sus a Resistencia a la traccin: 51 59 Elongacin: (24- 36)% Resistencia al impacto:29c; 70 Joule. 2. ELECTRODOS PARA SOLDAR ACEROS INOXIDABLES: ELECTRODO CARACTERISTICAS APLICACIN PROPIEDADES MECANICAS E308L Su revestimiento es de tipo butlico bsico Se puede soldar en todas las posiciones Produce un arco suave Perdidas por salpicaduras muy bajas Resistente a la corrosin Bajo contenido de carbono Utiliza bajo amperaje, emplea CA o CC, los borde del metal deben cortarse correctamente
para producir buen ajuste, se debe evitar la contaminacin de partculas de aceros dulces, carbn, azufre, zinc, pintura, grasa y aceite etc. Resistencia a la traccin: 52 63 Elongacin: (40 - 60)% 3. TIPOS DE ALAMBRES: PARA SOLDAR ACEROS AL CARBONO EN LA MIG/MAG CARACTERISTICAS APLICACION PROPIEDADES MECANICAS ER70S-6 Es un alambre macizo con altos niveles de silicio y manganeso Le permite trabajar con ele vados amperajes Trabaja con co2 Mezcla de argn oxigeno Trabaja en todas las posicin en transferencia por corto circuito Se usa para soldar en laminas delgadas, fabricacin de tanques, carroceras, embarcaciones, rines de automviles, estructuras etc. Resistencia a la traccin: 50 60 Elongacin: (22- 30)% ALAMBRE TUBULAR FCAW Los alambres tubulares estn formados por: - Forro metlico. - Ncleo: Fundente. Elementos de aleacin. Formadores de escoria FABRICACION DEL ELECTRODO TUBULAR El forro tiene la funcin de contener el fundente del ncleo y conducir la corriente elctrica. Los elementos formadores del ncleo tienen las siguientes funciones: - Proporcionar elementos desoxidantes y refinadores para incrementar las propiedades mecnicas del depsito. - Proporcionar elementos estabilizadores de arco que incrementen su suavidad y reduzcan 21
la salpicadura. - Adicionar elementos de aleacin que incrementen la resistencia del depsito y mejoren otra propiedad especfica. - Producir la atmsfera de gas que proteja al arco, la transferencia de metal y la zona de metal lquido (slo autoprotegidos). - Formar una capa de escoria que proteja al depsito durante la solidificacin. - Con proteccin de gas. - Requieren de un gas de proteccin que es suministrado externamente. - Auto-protegidos. - En el ncleo se encuentran elementos que al descomponerse qumicamente producen una atmsfera rica en CO2 y CO. GASES EN EL PROCESO FCAW Puede ser suministrado a partir de cilindros o tubera proveniente de una red. - Se emplean reguladores flujmetros para ajustar el volumen de gas necesario para una adecuada proteccin. - Es importante que el regulador flujmetro tenga la capacidad suficiente para manejar el gasto requerido Bixido de Carbono (CO2). - Menor costo. - Alta profundidad de penetracin. - Produce una transferencia globular, aunque con algunas formulaciones la transferencia puede ser tipo spray axial. - Tendencia a oxidar los metales presentes en el arco. Mezclas de Argn y CO2. - 75-25 y 80-20 son las ms empleadas, no se recomienda mayor contenido de argn ya que se pierde la capa de escoria. - Incrementan la eficiencia de los desoxidantes del fundente. - Se obtiene mayor resistencia a la tensin y lmite de cadencia que con CO2. - Para soldar fuera de posicin, es ms cmodo para el soldador. CLASIFICACION DE LOS ELECTRODOS FCAW
GASES El aire, en la zona de soldadura, es desplazado por un gas protector para prevenir la contaminacin del bao fundido de soldadura. Esta contaminacin es causada principalmente por el Nitrgeno, el Oxigeno y la Humedad presentes en la atmsfera. Por ejemplo; el Nitrgeno, en el acero solidificado, reduce la ductilidad y la resistencia al impacto de la soldadura y puede causar fisuras. En grandes cantidades, el Nitrgeno puede causar adems, porosidad en la soldadura. Un exceso de Oxgeno en el acero se combina con el Carbono para formar Monxido de Carbono. Este gas puede quedar atrapado en el metal, produciendo porosidad. Por otro lado, un exceso de Oxigeno puede combinarse con otros elementos en el Acero y formar compuestos que originen inclusiones en el metal de soldadura. Si el Hidrgeno, presente en el Vapor de Agua y los Aceites, se combina o con el Hierro o con el Aluminio, dar como resultado la formacin de poros, y pueden ocurrir fisuras en el metal de soldadura debajo del cordn. Para evitar estos problemas asociados con la contaminacin del charco de soldadura, se protege el arco principalmente con tres gases. Estos gases son: Argn, Helio y Dixido de Carbono. Adems, pequeas cantidades de Oxigeno, Nitrgeno e Hidrgeno, han demostrado beneficios para algunas aplicaciones. De estos, solamente el Argn y el Helio son gases Inertes. La compensacin por la tendencia a la oxidacin de los otros gases, es hecha mediante la formulacin especial de los alambres electrodos. El Argn, el Helio y el Dixido de Carbono pueden ser utilizados solos, en combinaciones o mezclados con otros gases para proporcionar soldaduras libres de defectos en una variedad de aplicaciones y procesos de soldadura. 2 PROPIEDADES DE LOS GASES Las propiedades bsicas de los gases protectores, las cuales afectan el desempeo de los procesos de soldadura, incluyen: 22
1. Propiedades Trmicas a temperaturas elevadas. 2. Reaccin Qumica del gas con varios elementos del metal base, el alambre electrodo y varilla de soldadura. 3. Efecto de cada uno de los gases en el modo de transferencia del metal. La conductividad trmica del gas a la temperatura del arco influye en su tensin al igual que en la energa trmica desarrollada en la soldadura. Cuando la conductividad trmica se incrementa, una mayor tensin de soldadura es necesaria para mantener el arco. Por ejemplo, la conductividad del Helio y del Dixido de Carbono es mucho ms elevada que la del Argn; a causa de esto, ellos desarrollan ms calor para la soldadura. Por esta razn el Helio y el Dixido de Carbono requieren mayor tensin y corriente de soldadura para mantener un arco estable. La compatibilidad de cada gas con el alambre electrodo y el metal base determina la conveniencia de varias combinaciones de gases. El Dixido de Carbono y la mayora de los gases que originan Oxigeno, no deberan ser empleados para soldadura del Aluminio, ya que se formara Oxido de Aluminio. No obstante, el Dixido de Carbono y el Oxgeno son tiles en ocasiones e incluso esenciales cuando se sueldan Aceros mediante el proceso GMAW. Ellos fomentan la estabilidad del arco y buena fusin entre el charco de soldadura y el metal base. En consecuencia, las adiciones de Oxigeno al Argn son generalmente menores que el 12% por volumen, considerando que el Dixido de Carbono al 100% puede ser empleado para soldar Aceros Suaves con el proceso GMAW. Los alambres electrodos de acero deben contener fuertes elementos desoxidantes para eliminar la porosidad cuando son empleados con gases oxidantes, particularmente mezclas con elevados contenidos de Dixido de Carbono u Oxgeno y especialmente Dixido de Carbono al 100%. Los gases protectores determinan adems el modo de transferencia del metal y la profundidad a la cual es fundida la pieza de trabajo (profundidad de penetracin). Las Tablas 1 y 2 resumen los gases protectores recomendados para varios metales y tipos de transferencia del metal.
La transferencia en Spray no es obtenida cuando el gas es rico en Dixido de Carbono. Por ejemplo, mezclas que contengan mas de 20% de Dixido de Carbono no exhiben una verdadera transferencia en Spray; mas bien mezclas de hasta un 30% de Dixido de Carbono pueden tener una modo de transferencia igual a la Spray en el arco a niveles elevados de corriente aunque son incapaces de mantener la estabilidad del arco con mezclas menores de Dixido de Carbono. El nivel de salpicaduras tender adems a incrementarse cuando las mezclas son ricas en Dixido de Carbono. TABLA 1 TABLA DE SELECCIN DEL GAS DE PROTECCIN PARA SOLDAR CON EL MODO DE TRANSFERENCIA EN CORTO CIRCUITO CON EL PROCESO GMAW. Metal Argn Helio Argn + Helio Argn + CO2 Argn + Helio + CO2 Argn + Oxgeno + CO2 Dixido de Carbono Aluminio He 75 Aceros al Carbono CO2 25 CO2 50 CO2 8 4 CO2 15 Aceros de Alta Resistencia Cobre He 75 23
Aceros Inoxidables CO2 25 1 A-1025 Aleaciones de Nquel 90 He + 10 Ar o He 75 A-1025 Metales Reactivos He 75 1 Alambre electrodo requerido diseado para Dixido de Carbono TABLA 2 SELECCIN DEL GAS DE PROTECCIN PARA SOLDAR CON EL MODO DE TRANSFERENCIA EN SPRAY Y SPRAY PULSADO CON EL PROCESO GMAW. Metal Ar He Ar + O2 Ar + CO2 Ar + He Ar + He +CO2 (2)Ar + O2 + CO2 Ar + CO2 + H2 (3) CO2 Aluminio 90 He 10 Ar o He 75 Aceros al Carbono O2 2 O2 5 CO2 15
CO2 8 CO2 252 Pulsado CO2 5 Aceros de Baja Aleacin O2 2 CO2 8 Cobre & Bronce al Silicio 90 He 10 Ar o He 75 Aceros Inoxidables O2 1 O2 2 H2 1 CO2 2 Aleaciones de Nquel He 75 Metales Reactivos 1 Soldaduras de Pases Sencillos 2 Mayor Calidad en Placas fuertemente oxidadas cuando se emplea con Alambres Electrodos ER70S-7 y ER80S-D2 3 Utilizado con Alambre Electrodo Tubular y para Soldaduras con Alambre Electrodo Slido a Alta Velocidad 4 Material Delgado 3 ARGON El Argn es un gas inerte, el cual es utilizado ya sea solo y / o en combinacin con otros gases para lograr las caractersticas de arco deseadas para la soldadura de ambos tipos de metal: Ferrosos y No Ferrosos. Casi todos los procesos de soldadura pueden utilizar Argn o Mezclas de Argn para alcanzar buena soldabilidad, propiedades mecnicas, caractersticas de arco y productividad. El Argn es empleado singularmente en Metales No Ferrosos, tales como el Aluminio, Aleaciones de Base Nquel, Aleaciones de Cobre, Metales Reactivos incluyendo Circonio, Titanio y Tantalio. El Argn proporciona excelente estabilidad de arco en la soldadura con Transferencia en 24
Spray, penetracin y forma del cordn en estos materiales. Algunas soldaduras de metales delgados con Transferencia en Corto Circuito tambin son practicadas. Cuando se sueldan Metales Ferrosos, el Argn es usualmente mezclado con otros gases tales como Oxgeno, Helio, Hidrogeno, Dixido de Carbono y / o Nitrgeno. El bajo potencial de ionizacin del Argn crea una excelente ruta a la corriente y superior estabilidad del arco. El Argn produce una columna constreida de arco con una densidad alta de corriente la cual provoca que la energa del arco se concentre en un rea pequea. El resultado es un perfil de penetracin profunda que adquiere una forma distinguida como Penetracin Tipo Dedo. 4 DIOXIDO DE CARBONO El Dixido de Carbono puro no es un gas inerte, por que calor del arco lo descompone o disocia llegando a convertiste en Monxido de Carbono + Oxgeno libre. Este Oxgeno se combinar con los elementos que se transfieren a travs del arco para formar xidos los cuales son liberados del bao de soldadura en forma de escorias y escamas. Aunque el Dixido de Carbono es un gas Activo y produce un efecto oxidante, se pueden realizar soldaduras sanas fcil y consistentemente, las cuales estarn libres de defectos y porosidad. El Dixido de Carbono es ampliamente empleado para la soldadura de Aceros. Su popularidad es debida a su fcil disponibilidad y a su buen desempeo en soldaduras de calidad, as como a su bajo costo e instalacin. Aqu debera mencionarse que los bajos costos por unidad de gas no se traducen automticamente en bajos costos por metro de soldadura y es grandemente dependiente de la aplicacin. Factores tales como la menor tasa de deposicin para el Dixido de Carbono causada por las perdidas por salpicaduras influyen en el costo final de la soldadura. El Dixido de Carbono no transfiere en Spray; por esta razn, el desempeo del arco es restringido a la Transferencia en Corto Circuito y a la Transferencia Globular. Las ventajas del Dixido de Carbono son: alta velocidad de soldadura y penetracin profunda. Las principales desventajas son: una spera Transferencia Globular y niveles altos de salpicaduras de soldadura. La superficie de
soldadura resultante de la proteccin con Dixido de Carbono puro es, por lo general, fuertemente oxidada. Un alambre electrodo que contenga grandes cantidades de desoxidantes es necesario algunas veces para compensar la reaccin natural del gas. En conjunto, pueden obtenerse buenas propiedades mecnicas con el empleo del Dixido de Carbono. El Argn es, a menudo, mezclado con Dixido de Carbono para compensar las caractersticas de desempeo del Dixido de Carbono puro. Si se quieren maximizar las propiedades de impacto se recomienda una mezcla Dixido de Carbono + Argn. 5 HELIO El Helio es un gas Inerte, el cual es utilizado en aplicaciones de soldadura donde se requiere mayor entrada de calor para mejorar la humectacin del cordn, una penetracin mas profunda y velocidades de soldadura ms altas. Comparado con el Argn, el Helio posee una mayor conductividad trmica y gradiente de tensin y produce un diseo de penetracin ms amplio y ms superficial. La soldadura del Aluminio con Helio puro no proporciona, la accin de limpieza que se experimenta con el Argn, pero es beneficiosa y algunas veces est recomendado para la soldadura de placas gruesas de Aluminio. La columna del arco con Helio es ms amplia que la del Argn, lo cual reduce la densidad de corriente. El gradiente de tensin ms alto origina una entrada de calor elevada por encima de la del Argn, fomentando de esta manera una mayor fluidez en el charco y la subsiguiente humectacin del cordn. Esto es una ventaja cuando se sueldan aleaciones de Aluminio, Magnesio y Cobre. El Helio es, a menudo, mezclado con variadas cantidades de Argn para tomar las ventajas de las buenas caractersticas de ambos gases. El Argn mejora la estabilidad del arco y el efecto de limpieza, en el caso del Aluminio y el Magnesio, mientras que el Helio mejora la humectacin y la coalescencia del metal de soldadura. 6 MEZCLAS BINARIAS 6.1 MEZCLAS ARGON + OXIGENO 25
La adicin de pequeas cantidades de Oxigeno al Argn estabiliza grandemente el arco de soldadura, incrementa el tasa de transferencia de las gotas del metal de aporte, disminuye la corriente de transicin del arco con transferencia en Spray y mantiene mas tiempo fundido el metal para que fluya hacia el pie de la soldadura. Esto reduce la socavacin y ayuda a alisar el cordn de soldadura. Ocasionalmente, pequeas adiciones de Oxigeno son utilizadas en aplicaciones de Metales No Ferrosos. Por ejemplo, ha sido reportado por la NASA que un 0.1% de Oxigeno ha sido til para la estabilizacin del arco cuando se sueldan placas de Aluminio muy limpias. 6.1.1 Argn + 1% de O2 Esta mezcla es principalmente empleada para soldar por arco con Transferencia en Spray los Aceros Inoxidables. Este 1% de Oxgeno es usualmente suficiente para estabilizar el arco, mejorar el ndice de transferencia de gotas, proporcionar coalescencia y mejorar la apariencia 6.1.2 Argn + 2% de Oxgeno Esta mezcla es empleada para la soldadura por arco con Transferencia en Spray de Aceros al Carbono, Aceros de Baja Aleacin y Aceros Inoxidables. Ella proporciona accin humectante adicional sobre la mezcla al 1% de Oxgeno. Las propiedades mecnicas y la resistencia a la corrosin de las soldaduras hechas con adiciones de 1% y 2% de Oxigeno son equivalentes. 6.1.3 Argn + 5% de Oxgeno Esta mezcla proporciona un bao de soldadura ms fluido pero tambin ms fcil de controlar. Es la mezcla Argn + Oxigeno ms comnmente empleada para la soladura en general de los Aceros al Carbono. El Oxigeno adicional permite adems, ms altas velocidades de soldadura. 6.1.4 Argn + 8 y 12% de Oxgeno Originalmente popularizada en Alemania esta mezcla ha surgido reciente en USA., en ambos tipos: 8% y 12%. Su principal aplicacin es en soldadura de pases sencillos, pero se han reportado algunas aplicaciones multi pasadas. El ms alto potencial oxidante de estos gases debe ser tomado en consideracin con respecto a la composicin qumica del alambre electrodo. En algunas instancias, un alambre electrodo
altamente aleado, ser necesario para compensar la reaccin natural con el gas protector. La mayor fluidez del charco y la ms baja corriente de transicin del arco con Transferencia en Spray de estas mezclas podran tener alguna ventaja en algunas aplicaciones de soldadura. 6.1.5 Argn + 12 a 25% de Oxgeno Mezclas con muy altos niveles de Oxgeno han sido empleadas en pases limitados, pero los beneficios del 25% de Oxgeno versus el 12% de este gas son debatibles. Una fluidez extrema del charco es caracterstica de este gas. Una capa pesada de escorias / escamas sobre la superficie del cordn puede esperarse, lo cual dificulta su remocin. Soldaduras sanas pueden ser hechas a niveles del 25% de Oxgeno con poca porosidad o sin ella. Se recomienda la remocin de la escoria o las escamas antes de los subsecuentes pases de soldadura para asegurar una mejor integridad de la soldadura. 6.2 MEZCLAS ARGON + DIOXIDO DE CARBONO Las mezclas Argn + Dixido de Carbono son principalmente empleadas en la soldadura GMAW de los Aceros de Baja Aleacin y limitadas aplicaciones en Aceros Inoxidables. Las adiciones de Argn al Dixido de Carbono disminuyen los niveles de salpicaduras usualmente experimentadas con el Dixido de Carbono puro. Pequeas adiciones de Dixido de Carbono al Argn producen las mismas caractersticas de arco Spray que pequeas adiciones de Oxgeno. La diferencia radica mayormente en las ms altas corrientes de transicin de las mezclas Argn + Dixido de Carbono. En las soldaduras GMAW con adiciones de Dixido de Carbono, un nivel de corriente levemente ms alto debe ser alcanzado en orden a establecer y a mantener una Transferencia en Spray estable del metal a travs del arco. Las adiciones de Oxigeno reducen la corriente de transicin de la Transferencia en Spray. Aproximadamente por encima de 20% de Dixido de Carbono la Transferencia en Spray se torna inestable y casualmente ocurren las Transferencias en Corto Circuito y Globular. 6.2.1 Argn + 3 a 10% de Dixido de Carbono Estas mezclas son empleadas para las Transferencias en Spray y en Corto Circuito en 26
una variedad de espesores de Aceros al Carbono. Porque estas mezclas pueden utilizarse exitosamente en algunos modos de transferencia, han ganado mucha popularidad como mezclas verstiles. Una mezcla del 5% es muy comnmente empleada para la soldadura GMAW - Pulsada de secciones pesadas de Aceros de Baja Aleacin pudiendo hacerse fuera de posicin. Las soldaduras son menos oxidadas que aquellas con 98% de Argn + 2% de Oxgeno. Una penetracin mejorada es alcanzada con menos porosidad cuando se emplean adiciones de Dixido de Carbono en oposicin a las adiciones de Oxgeno. En el caso de la humectacin del cordn, se requiere mximo dos veces ms cantidad de Dixido de Carbono para alcanzar la misma accin humectante con idnticas cantidades de Oxgeno. De 5 a 10% de Dixido de Carbono la columna del arco se forma muy firme y definida. La gran fuerza desarrollada en el arco da a estas mezclas mayor tolerancia para acumular escamas y un charco fcilmente controlable. 6.2.2 Argn + 11 a 20% de Dixido de Carbono Este rango de mezcla ha sido empleado para varias aplicaciones de soldadura GMAW en intersticios estrechos, en metales delgados fuera de posicin y altas velocidades. La mayora de las aplicaciones son en Aceros al Carbono y de Baja Aleacin. Mezclando el Dixido de Carbono en este rango puede alcanzarse la mxima productividad en materiales de calibre delgado. Esto es hecho por la minimizacin del potencial de sobre penetracin mientras que al mismo tiempo se maximizan el ndice de deposicin y las velocidades de avance. Contenidos ms bajos de Dixido de Carbono mejoran adems la eficiencia de deposicin por la disminucin de las perdidas por salpicaduras. 6.2.3 Argn + 21 a 25% de Dixido de Carbono Este rango es conocido universalmente como el gas empleado para las soldaduras GMAW de los Aceros Suaves con Transferencia en Corto Circuito. Esta mezcla fue formulada originalmente para maximizar la frecuencia del Corto Circuito en alambres electrodos slidos de entre 0.030 y 0.035 pero a travs de los aos se ha convertido en el gas estndar para la soladura
con la mayora de los dimetros de alambre electrodo slido y comnmente empleado con alambres electrodos tubulares. Esta mezcla adems, opera bien en aplicaciones a elevadas corrientes en materiales pesados y se puede obtener buena estabilidad del arco, control del charco y apariencia del cordn as como elevada productividad. 6.2.4 Argn + 50% de Dixido de Carbono Esta mezcla es empleada donde se necesite elevada entrada de calor y penetracin profunda. Los espesores recomendados de material estn por encima de 1/8 (3.17mm) y las soldaduras pueden hacerse fuera de posicin. Esta mezcla es muy popular para la soladura de tuberas empleando Transferencia en Corto Circuito. Las principales ventajas en la soladura de tuberas son, la buena humectacin y forma del cordn, sin excesiva fluidez del charco. La soldadura en calibres delgados de material, tiene mayor tendencia a la sobre penetracin lo cual puede limitar la versatilidad general de esta mezcla. Cuando se suelda a elevados niveles de corriente, la transferencia del metal es ms parecida a la soldadura con Dixido de Carbono puro que las mezclas anteriores, pero alguna reduccin en la perdida por salpicadura puede realizarse debido a la adicin del Argn. Figura 3. 6.2.5 Argn + 75% de Dixido de Carbono Una mezcla de 75% de Dixido de Carbono es empleada algunas veces en tubos de paredes gruesas y es la ptima para la buena fusin a travs de la pared del tubo y para una penetracin profunda. El Argn representa la ayuda para la estabilizacin del arco y la reduccin de salpicaduras. 6.3 MEZCLAS ARGON + HELIO Indiferente al contenido, las mezclas Argn + Helio son empleadas para Metales No Ferrosos tales como las aleaciones de Aluminio, Cobre y Nquel y Metales Reactivos. Estos gases empleados en varias combinaciones incrementan la tensin y el calor en el arco de las soldaduras GTAW y GMAW mientras que mantienen las caractersticas favorables del Argn. Generalmente cuanto ms pesado es el material, mayor es el contenido de Helio. Pequeos contenidos de Helio, tan bajos como 27
el 10%, afectaran el arco y las propiedades mecnicas de la soldadura. Cuando se incrementa el contenido de Helio, se incrementa la tensin del arco, las salpicaduras y la penetracin mientras que se disminuye la porosidad. El Helio puro ampliara la penetracin y el cordn pero podra sufrir la profundidad de penetracin. No obstante, incrementara adems la estabilidad del arco. El contenido de Argn debe ser al menos del 20% cuando se mezcla con Helio para producir y mantener un arco con transferencia en Spray estable. Fig. 4. 6.3.1 Argn + 25% de Helio Esta mezcla poco usada es recomendada algunas veces para soldar Aluminio cuando se desee un incremento en la penetracin y la apariencia del cordn es de vital importancia. 6.3.2 Argn + 75% de Helio Esta mezcla es comnmente utilizada en la soldadura mecanizada del Aluminio en espesores mayores a 1 (25,4 mm.) en la posicin plana. Este mezcla incrementa adems la entrada de calor y reduce la porosidad de la soldadura en espesores (6.25 mm.) y (12.7 mm.) en Cobre de gran conductividad. 6.3.3 Argn + 90% de Helio Esta mezcla es empleada para soldar Cobre de (12.7mm) de espesor y Aluminio sobre 3 (76.2mm). Tiene un incremento en la entrada de calor lo cual mejora la coalescencia y proporciona buena calidad a los rayos X. Es adems utilizada para Transferencia en Corto Circuito con metales de aporte altos en Nquel. 6.4 MEZCLAS ARGON + NITROGENO Pequeas cantidades de Nitrgeno han sido adicionadas a la mezcla Argn + 1% de Oxgeno para obtener una micro estructura completamente austentica en soldaduras hechas con metales de aporte de Acero Inoxidable AISI 347. Concentraciones de Nitrgeno en el rango 1.5 a 3.0% han sido empleadas. Cantidades por encima del 10% producen considerable cantidad de humos pero las soldaduras son sanas. Adiciones mayores al 2% de Nitrgeno producen porosidad en las soldaduras GMAW de pases sencillos hechos en Aceros Suaves. Adiciones menores al 0.5 % causarn porosidad en soldaduras GMAW de pases mltiples en Aceros al Carbono. Unos cuantos intentos han sido hechos para utilizar
mezclas ricas en Argn con Nitrgeno para soldaduras GMAW del Cobre y sus aleaciones, pero el nmero de salpicaduras es alto. 6.5 MEZCLAS ARGON + CLORO El Cloro es en algunas ocasiones soplado a travs del Aluminio fundido para remover el Hidrogeno de los lingotes o fundiciones. Debido a que esta operacin de des gasificacin ha resultado exitosa, se sigue aplicando debido a que el Cloro podra remover el Hidrogeno del metal de soldadura del Aluminio. Algunos intentos fueron hechos donde las mezclas Argn + Cloro eliminaron la porosidad en la soldadura GMAW, pero los fabricantes no han sido capaces de obtener resultados consistentes. Adems, debido a que el Cloro forma cido Clrico en el sistema respiratorio, tales mezclas pueden ser desagradables o nocivas para la salud del soldador y aquellos que estn en cercanas de la soldadura. Consecuentemente las mezclas Argn + Cloro no son populares o recomendadas excepto en casos especiales donde se implemente adecuada seguridad y control. 7 MEZCLAS TERNARIAS 7.1 MEZCLAS ARGON + OXIGENO + DIOXIDO DE CARBONO Mezclas conteniendo estos tres componentes han sido denominadas Mezclas Universales debido a su capacidad para operar en las transferencias en Corto Circuito, Globular, Spray, Pulsado y Alta Densidad. Varias mezclas triples estn disponibles y su aplicacin depender del mecanismo de transferencia del metal deseada y de la optimizacin de las caractersticas del arco. 7.1.1 Argn + 5 a 10% de Dixido de Carbono + 1 a 3% de Oxgeno Este rango de mezcla ternaria ha ganado popularidad en Norte Amrica sobre los ltimos aos. La principal ventaja es su versatilidad para soldar Aceros al Carbono, Aceros de Baja Aleacin y Aceros Inoxidables en todos los espesores, utilizando cualquier tipo de transferencia de metal aplicable. La soldadura de los Aceros Inoxidables debera estar limitada solamente al arco con Transferencia en Spray debido a la 28
solidez del charco a bajos niveles de corrientes. La toma del Carbono en el Acero Inoxidable debera, adems, ser considerado en algunas instancias. En los Aceros al Carbono y de Baja Aleacin estas mezclas producen buenas caractersticas de soldadura y propiedades mecnicas. En materiales de calibre delgado, el constituyente Oxgeno ayuda a la estabilidad del arco a muy bajos niveles de corriente (30 a 60 Amp.) permitiendo al arco mantenerse corto y controlable. Esto ayuda a minimizar el desfondamiento y la distorsin por disminucin de la entrada de calor total hacia la zona de soldadura. 7.2 MEZCLAS ARGON + BIOXIDO DE CARBONO + HIDROGENO Pequeas adiciones de Hidrogeno (1 a 2%) han sido mostradas para mejorar la humectacin del cordn y la estabilidad del arco en la soldadura GMAW Pulsada de los Aceros Inoxidables. El Dixido de Carbono, adems, se mantiene bajo (1 a 3%) para minimizar la toma del Carbono y mantener buena estabilidad del arco. Esta mezcla no es recomendada en Aceros de Baja Aleacin en los que un nivel excesivo de Hidrogeno en el metal de soldadura podra desarrollarse causando fisuras en la soldadura y pobres propiedades mecnicas. 7.3 MEZCLAS ARGON + HELIO + DIOXIDO DE CARBONO Adiciones de Helio y Dixido de Carbono en el Argn incrementan la entrada de calor a la soldadura y mejoran la estabilidad del arco. Se alcanza una mejor humectacin y mejor perfil del cordn. Cuando se sueldan Aceros al Carbono y de Baja Aleacin, se utilizan adiciones de Helio para incrementar la entrada de calor y mejorar grandemente la fluidez del bao de la misma forma que el Oxigeno es usado excepto que el Helio es Inerte y la oxidacin del metal de soldadura y las perdidas de aleacin no son un problema. Cuando se sueldan Aceros de Baja Aleacin, las propiedades mecnicas pueden ser alcanzadas y mantenidas mas fcilmente. 7.3.1 Argn + 10 - 30% de Helio + 5 - 15% de Dixido de Carbono Mezclas en este rango han sido desarrolladas y comercializadas para la soldadura por Arco Pulsado de los Aceros al
Carbono y de Baja Aleacin. El mejor desempeo es en secciones gruesas y aplicaciones fuera de posicin donde la soldadura es deseada al mximo ndice de deposicin. Son caractersticas de esta mezcla, buenas propiedades mecnicas y control del charco. La soldadura por Arco Spray Pulsado con bajos ndices de corriente es aceptable, pero las mezclas con bajos contenidos de Dixido de Carbono y / u Oxgeno mejorarn la estabilidad del arco. 7.3.2 60 a 70% de Helio + 20 a 35% de Argn + 4 a 5% de Dixido de Carbono Esta mezcla es usada para la soldadura por arco en Transferencia en Corto Circuito de los Aceros de Alta Resistencia especialmente para las aplicaciones fuera de posicin. El contenido de Dixido de Carbono se mantiene bajo para asegurar buena resistencia del metal de soldadura. El Helio proporciona el calor necesario para la fluidez del charco. Altos contenidos de Helio no son necesarios cuando el charco de soldadura puede tornarse demasiado fluido para su control total. 7.3.3 90% de Helio + 7.5% de Argn + 2.5% de Bixido de Carbono Esta mezcla es ampliamente usada para la soldadura por arco con transferencia en Corto Circuito de Aceros Inoxidables en todas las posiciones. El contenido de Dixido de Carbono se mantiene bajo para minimizar la toma del Carbono y asegurar una buena resistencia a la corrosin especialmente en soldaduras de pases mltiples. Las adiciones de Dixido de Carbono y Argn proporcionan buena estabilidad del arco y penetracin. El alto contenido de Helio proporciona mayor entrada de calor para vencer la naturaleza viscosa del bao de soldadura del Acero Inoxidable. 7.4 MEZCLAS ARGON + HELIO + OXIGENO Exactamente como una adicin de Helio al Argn se incrementa la energa del arco cuando se sueldan Metales No Ferrosos, as, una adicin de Helio a la mezcla Argn + Oxigeno afecta el arco con el proceso GMAW en Metales Ferrosos. Mezclas Argn + Helio + Oxgeno han sido usadas ocasionalmente para la soldadura por arco con Transferencia en Spray y recubrimiento de Aceros de Baja Aleacin y Aceros Inoxidables para mejorar la 29
fluidez del charco y la forma del cordn y reducir la porosidad. 8 MEZCLAS CUATERNARIAS 8.1 MEZCLAS ARGON + HELIO + DIOXIDO DE CARBONO + OXIGENO Comnmente conocida como Mezcla Cuadrada, esta combinacin es la ms popular para la soldadura GMAW de alta deposicin usando la caracterstica de arco de la transferencia de metal de alta densidad. Esta mezcla dar buenas propiedades mecnicas y de operabilidad a lo largo de un amplio rango de tasa de deposicin. Su principal aplicacin es la soldadura de metales base de Aceros Baja Aleacin de Alta Resistencia, pero han sido usadas en Aceros Suaves para soldaduras de alta productividad. La economa en la soldadura es una importante consideracin en el uso de este gas para la soldadura de Aceros Suaves en las que otras mezclas menos costosas son disponibles para soldaduras de alta deposicin. Independiente del tipo de soldadura que necesita ser hecha, existe un gas protector que se adaptar mejor a los requerimientos. Las Tablas 1 y 2 resumen cul gas protector esta mejor adaptado para soldar una variedad de materiales utilizando las Transferencias en Spray y en Corto Circuito. SOLDADURA AUTOGENA Materiales que se emplean en la soldadura oxiacetilnicason: Bronce Aluminio Acero Gases ( acetileno, oxigeno gas propano) Brax como fundente Soldadura Autgena: Tambin conocida, como soldadura Oxiacetilnica En la soldadura oxiacetilnica, el calor que se necesita para lograr la fusin de los bordes de las piezas a soldar y de la varilla de aportacin, se obtiene con la combustin o quemado de la mezcla de dos gases: estos gases general mente son l oxigeno y el acetileno, y la combustin de la mezcla de los gases se obtiene con un aparato llamado soplete como el que se muestra en la fig n 1. La mezcla de gases que ms se utiliza en la
soldadura, autgena es el acetileno, y l oxigeno; Despus de numerosas pruebas, mezclando distintos gases, como hidrogeno, y aire, acetileno y aire, es esta ultima, la que tiene un rendimiento muy proximo al del oxigeno, y acetileno, que es la que mas se emplea actualmente: En la fig n 2 se representa las formas caractersticas de las llamas utilizadas en la soldadura autgena para metales y aleaciones de alto punto de fusin, as como las temperaturas obtenidas en distintos puntos de una llama oxiacetilnica normal. MATERIALES DE APORTES PROCESO TIG LECTRODO DE TUNGSTENO PARA PROCESO TIG Caractersticas tcnicas El proceso TIG (TUNGSTENO-INERTEGAS) para soldar, utiliza el calor generado por un arco elctrico entre un electrodo de Tungsteno de alta calidad y el metal base. El arco desarrolla un intenso calor, el cual, funde la superficie del metal base formando un bao de metal fundido lo suficiente como para soldar con o sin aporte, dependiendo del espesor del metal base involucrado.El arco elctrico formado por un flujo de electrones e iones (FLUJO TERMO ELECTRONIONICO) es circundado por un gas o mezcla de gases inertes que protegen el electrodo caliente y el bao de metal fundido al desplazar el aire de las inmediaciones. Ventajas del ProcesoPermite soldaduras de alta calidad en casi todos los metales y aleaciones.Muy poco o nada de salpicaduras en las inmediaciones de unin.Las soldaduras pueden hacerse en toda posicin.En general, no es necesario limpiezas post - soldaduras. Aleaciones de AportePara la soldadura de espesores muy delgados (menos de 1 mm.), no es necesario soldar con aporte. Para espesores medios y mayores es necesario soldar con materiales de aporte. Para el efecto, recomendamos usar aleaciones de APORTE ARGENTA, especialmente fabricadas para el proceso TIG. Electrodos de Tungsteno ARGENTAnicos electrodos de alta calidad formulados y fabricados para permitir elevar la capacidad de corriente. Son muy cmodos de usar por su fcil encendido y re - encendido de arco. Adems, 30
estos electrodos de Tungsteno ARGENTA son de incomparable larga vida, porque son muy resistentes a la corrosin provocada a altas temperaturas por el FLUJO TERMO ELECTRO IONICO (FTEI), incrementando su resistencia a no contaminar el bao de metal fundido. PresentacinVarillas de 1,6mm. 2,4mm. y 3,1mm. ALUMINIO SOLDADURA MANUAL C.A. ALTA FRECUENCIA ESTABILIZADA ESPESOR APROX.METAL BASEEN MM. DISEO DE UNION ELECTRODOTUNGSTENOARGENTA MM. VARILLADE APORTEARGENTA MM. AMPERAJEPROMEDIO GAS PROTECTOR TIPO ESQUEMA GAS FLUJOL/MIN. PRESIONBAR 1,5 TOPE 1 1,6 1,6 60 - 80 ARGON 6 2 TRASLAPE 3 70 - 90 ESQUINA 4-5 60 - 80 TE 6 70 - 90 3 TOPE 1 2,4 2,4 o 3,1 120 -140 ARGON 7 2 TRASLAPE 3
2.4 140 - 160 ESQUINA 4-5 2.4 120 - 140 TE 6 2,4 o 3,1 140 - 160 5 TOPE 1 3,1 180 - 230 ARGON 9 2 TRASLAPE 3 2,4 200 - 230 ESQUINA 4-5 o 180 - 220 TE 6 3,1 200 - 230 6,5 TOPE 1 3,1 250 - 300 ARGON OARGON +HELIO 10% 13 2 TRASLAPE 3 3,1 290 - 350 ESQUINA 5 290 - 350 TE 6 31
290 -360 SOLDADURA DEL ALUMINIO Limpie la superficie a soldar, eliminando polvo, aceite y todo material extrao. Regule el electrodo de Tungsteno ARGENTA en la pistola de soldar de modo que sobresalga unos dos milmetros fuera de la boquilla, ajuste su equipo soldador para el amperaje, flujo y presin de gas Argn recomendado. Mantenga un arco elctrico corto en lo posible igual al dimetro del electrodo de Tungsteno. Para la soldadura con aporte use varillas ARGENTA TIG AL compatibles con el metal base. ACERO INOXIDABLE SOLDADURA MANUAL C.C. POLARIDAD DIRECTA ESPESOR APROX.METAL BASEEN MM. DISEO DE UNION ELECTRODOTUNGSTENOARGENTA MM. VARILLADE APORTEARGENTA MM. AMPERAJEPROMEDIO GAS PROTECTOR TIPO ESQUEMA GAS FLUJOL/MIN. PRESIONBAR 1,6 TOPE 1 1,6 1,6 80 - 100 ARGON 5 2 TRASLAPE 3 90 - 120 ESQUINA 4 80 - 100 TE 6 90 - 120 2,4 TOPE 1 1,6 1,6o2,4 95 - 115 ARGON 5
2 TRASLAPE 3 100 - 130 ESQUINA 4 95 - 115 TE 6 100 - 130 3,2 TOPE 1 2,4 2,4 120 - 140 ARGON 5 2 TRASLAPE 3 2,4 o 3,1 130 - 150 ESQUINA 4 2,4 110 - 130 TE 6 2,4 o 3,1 130 - 150 5 TOPE 1-2 2,4 - 3,1 2,4o3.1 160 - 200 ARGON 6 2 TRASLAPE 3 3,1 180 - 240 ESQUINA 4-5 3,1 150 - 180 TE 6 2,4 o 3,1 180 - 240 32
soldadura, existen dos categoras en este sentido y son los Activos y los Neutros: MATERIALES EN EL PROCESO SAW Fundentes Fundidos Como su nombre lo indica, son fabricados mezclando los ingredientes para luego fundirlos en un horno elctrico de alta temperatura hasta formar un liquido homogneo. Este fundente liquido al enfriarse vuelve a su estado slido para luego ser triturado en un molino hasta lograr la granulometra adecuada al formato requerido. Su ventaja principal es que debido a su alta dureza, producto del proceso de fundicin a alta temperatura de 1614 Grados Centgrados (3000 F), es que el grado de hidroscopia es casi nulo, es muy difcil que este material absorba humedad, no obstante alguna humedad podra condensarse en las superficies de los granos, la cual es de fcil manejo pudindose eliminar a una muy baja temperatura, 145 Grados Centgrados (300 F) por una hora, el proceso de fundicin tambin logra que los componentes se mezclen qumicamente uniforme, esto proporciona un rendimiento estable de la soldadura, incluso a altos niveles de corriente, tambin permiten una velocidad de avance mas alta durante el proceso de soldadura. Entre las principales funciones del fundente para la soldadura de arco sumergido podramos enumerar las siguientes: Protege la soldadura fundida de la interaccin con la atmsfera. Limpia y desoxida la soldadura fundida. Ayuda a controlar las propiedades qumicas y mecnicas del metal de aporte en la soldadura. Existen dos mtodos importantes para elaborar los fundentes, Granulados y fundidos.Los fundentes tambin se clasifican segn su efecto en los resultados finales de la operacin de NOTA: Se recomienda que cada fabricante tenga en su nmina a un Ingeniero Metalrgico en Soldadura. QW - 200.3 dice que el fabricante es responsable de la compatibilidad de los materiales a soldar. Activos Los fundentes activos son aquellos que causan un cambio sustancial en la composicin qumica final del metal de soldadura cuando el voltaje de soldadura (y por consiguiente la cantidad de Fundente) es cambiado. Los fundentes fundidos generalmente aportan grandes cantidades de Magnesio y Silicio al material de aporte, incrementando la resistencia, pero cuando se usa fundente activo para hacer soldaduras de multipases, puede ocurrir una excesiva acumulacin de estos componentes resultando en una soldadura muy vulnerable a las grietas y las fracturas, los fundentes activos deben ser usados limitadamente en las soldaduras con pasos mltiples, especialmente sobre oxido y escamas metlicas, un cuidado especial en la regulacin del voltaje es recomendado cuando se usa este tipo de fundentes en el procedimiento de soldadura con pasos mltiples para evitar la saturacin de Magnesio y Silicio, en lneas generales, no es recomendado el uso de fundentes activos en soldaduras de pasos mltiples en laminas de un dimetro superior a los 25 mm (1"). Neutros Como su clasificacin misma lo dice este tipo de fundentes no causan cambios significativos en la composicin qumica del metal de aporte, ni siquiera con variaciones de voltaje. Los fundentes neutros no afectan la fuerza de la soldadura indiferentemente al voltaje o numero de pases de soldadura que se apliquen. Como regla general, los fundentes neutros deben ser parte de las especificaciones de las soldaduras con pases mltiples.
33
You might also like
- Planilla Calificacion SoldadorDocument1 pagePlanilla Calificacion SoldadorCaro ReinosoNo ratings yet
- Guia para Supervisor TuberiasDocument4 pagesGuia para Supervisor Tuberiasrodolfo1cruz-4100% (1)
- EETT, Montaje, Pruebas y Pinturas de Estanques API 650Document14 pagesEETT, Montaje, Pruebas y Pinturas de Estanques API 650PROYECTOMSNo ratings yet
- Soldadura ramales tuberíaDocument4 pagesSoldadura ramales tuberíaMarvin Guerrero PadillaNo ratings yet
- (Met-Pro-009) Montaje Tanques API 650 v-1Document5 pages(Met-Pro-009) Montaje Tanques API 650 v-1WCORSALNo ratings yet
- Estampa Asme - 21 de EneroDocument67 pagesEstampa Asme - 21 de EneroEswin Paico de la Cruz100% (1)
- Calificación de Soldadores Según Norma ASME Sección IXDocument6 pagesCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleNo ratings yet
- Diapositivas Curso Aws d1.1Document122 pagesDiapositivas Curso Aws d1.1Gustavo Orbea100% (2)
- API 1104 Con Edición 2013Document33 pagesAPI 1104 Con Edición 2013Charly994No ratings yet
- Soldadura en Tanques y Recipienbtes A Presion Segun Codigo ASMEDocument62 pagesSoldadura en Tanques y Recipienbtes A Presion Segun Codigo ASMEtotumas100% (1)
- Ciegos Asme B.16Document11 pagesCiegos Asme B.16Johana Blanco VargasNo ratings yet
- CRITERIOS RADIOGRAFÍA API 1104Document5 pagesCRITERIOS RADIOGRAFÍA API 1104cesarenrique2010No ratings yet
- Criterios de Aceptación ASME B31Document2 pagesCriterios de Aceptación ASME B31Wilians Rosales Chavez100% (1)
- Prueba Hidrostatica Spool AmsaDocument4 pagesPrueba Hidrostatica Spool AmsaCamiloNo ratings yet
- OverlayDocument7 pagesOverlayMarco TorresNo ratings yet
- QW - Soldaduras Asme 2010 en EspañolDocument200 pagesQW - Soldaduras Asme 2010 en EspañolJuan Bautista Menares Ponce100% (6)
- Códigos de construcción ASME B31.3Document65 pagesCódigos de construcción ASME B31.3MarceloToccoNo ratings yet
- API-575 Guía inspección tanques almacenamientoDocument70 pagesAPI-575 Guía inspección tanques almacenamientolabcalor2No ratings yet
- Aceros Inoxidables-WpsDocument103 pagesAceros Inoxidables-WpsHoover Ortiz100% (1)
- Electrodos para SoldaduraDocument1 pageElectrodos para Soldaduraalibuchy100% (1)
- SESION #6 Rev 2011 - TEDUCDocument81 pagesSESION #6 Rev 2011 - TEDUCsolrac4371100% (1)
- API 1104 Pres Español IMPRIMIR PDFDocument79 pagesAPI 1104 Pres Español IMPRIMIR PDFjavoidea696526No ratings yet
- Mapa de soldadura: WPS, PQR y pull de tuberíaDocument1 pageMapa de soldadura: WPS, PQR y pull de tuberíaLJulioDNo ratings yet
- Normas, Discontinuidades y Defectos en SoldaduraDocument69 pagesNormas, Discontinuidades y Defectos en SoldaduraJohn Quilca Choque100% (3)
- DIAGNÓSTICO DE VERTICALIDAD Y REDONDEZ EN TANQUES DE COMBUSTIBLE POR GEODESIADocument8 pagesDIAGNÓSTICO DE VERTICALIDAD Y REDONDEZ EN TANQUES DE COMBUSTIBLE POR GEODESIACristian Abanto LeónNo ratings yet
- Código ASME Sección VIII División 1 para diseño de equipos a presiónDocument186 pagesCódigo ASME Sección VIII División 1 para diseño de equipos a presiónOscar Eduardo Valladares Lopez100% (1)
- Los Criterios de Inspeccion y La CalidadDocument29 pagesLos Criterios de Inspeccion y La CalidadMarcelo Aguilera100% (2)
- Puentes Aws D1.5Document8 pagesPuentes Aws D1.5HM Innovametal100% (2)
- Calificación de Soldadura en Una Junta en Filete Bajo La Norma Aws d1 2Document55 pagesCalificación de Soldadura en Una Junta en Filete Bajo La Norma Aws d1 2Jose Angulo T.100% (1)
- Api 650Document3 pagesApi 650ferrer0000100% (2)
- Parte II Tuberia de ProcesoDocument42 pagesParte II Tuberia de ProcesoingjavierginezNo ratings yet
- Contenido Del Código ASME y de La Normas Del TEMADocument2 pagesContenido Del Código ASME y de La Normas Del TEMAFrancisco LarioNo ratings yet
- ASME B31G TraducciónDocument15 pagesASME B31G TraducciónMaryelinMarcanoDeFariasNo ratings yet
- 02.ductos Api-1104 PDFDocument125 pages02.ductos Api-1104 PDFNayith Rafael Morales RuaNo ratings yet
- Techos Flotantes Externos en Tanques Atmosféricos PDFDocument7 pagesTechos Flotantes Externos en Tanques Atmosféricos PDFJose Luis Tadeo SabinoNo ratings yet
- Criterios Deaceptacion b31.3Document1 pageCriterios Deaceptacion b31.3Richard Harold Morales SozaNo ratings yet
- Trazado de plantillas de tubería con calculadorasDocument19 pagesTrazado de plantillas de tubería con calculadoraspsicologia_102100% (3)
- Asme Secc IxDocument282 pagesAsme Secc IxmiguelangelsolisgonzalezNo ratings yet
- Preguntas AsmeDocument8 pagesPreguntas AsmeHumberto Ernesto Di Ciccio100% (3)
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BDocument14 pagesProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Modulo 5 API 1104 Anexo BDocument33 pagesModulo 5 API 1104 Anexo BjeliachNo ratings yet
- PWHT para tratamiento de tensionesDocument11 pagesPWHT para tratamiento de tensionesCesar Alberto Orzatti Romero83% (6)
- Nota Informativa Astm A36 y Api 5L BDocument4 pagesNota Informativa Astm A36 y Api 5L BRaymundo Garcia100% (1)
- Resumen Codigo Asme Seccion IxDocument46 pagesResumen Codigo Asme Seccion IxJavier Orna100% (12)
- Codigo Asme Seccion IxDocument53 pagesCodigo Asme Seccion IxGer Di Ciccio100% (2)
- Clasificacion de Electrodos Segun AWS (Codigo Asme Seccion 2)Document57 pagesClasificacion de Electrodos Segun AWS (Codigo Asme Seccion 2)Geisman David Cardona Cañon50% (2)
- ASME Sección IX: Calificación de SoldaduraDocument42 pagesASME Sección IX: Calificación de SoldaduraWenceslao EscorzaNo ratings yet
- Código ASME Sección IX: Guía práctica para calificar soldadurasDocument69 pagesCódigo ASME Sección IX: Guía práctica para calificar soldadurasGary Oporto cabas100% (1)
- ASME Sección IX soldaduraDocument28 pagesASME Sección IX soldaduraAlexander Muñoz Sánchez100% (1)
- Normas y procedimientos de soldaduraDocument71 pagesNormas y procedimientos de soldaduraALEXANDRA GARCIA CAICEDONo ratings yet
- Giovanny Hernandez tr11Document8 pagesGiovanny Hernandez tr11Carla Ariana Otero CossioNo ratings yet
- Codigos de soldadura, posiciones y caracteristicas de electrodosDocument67 pagesCodigos de soldadura, posiciones y caracteristicas de electrodosAderli Torrico100% (1)
- Lista de Códigos y Procesos de SoldaduraDocument7 pagesLista de Códigos y Procesos de SoldaduraJunior Risco Yarleque100% (1)
- Curso de SoldaduraDocument91 pagesCurso de SoldaduraAndres Tiapa100% (1)
- Cursos Soldadura & Pailería PresentaciónDocument15 pagesCursos Soldadura & Pailería PresentaciónleonjacoborafaelNo ratings yet
- FCAW: Soldadura por arco con núcleo de fundenteDocument17 pagesFCAW: Soldadura por arco con núcleo de fundenteIvan GarzonNo ratings yet
- Teoría Sobre Soldadura en Estructuras MetálicasDocument23 pagesTeoría Sobre Soldadura en Estructuras Metálicasandres218492% (12)
- Codigos y Normas Asme, API y AWSDocument5 pagesCodigos y Normas Asme, API y AWSpborgher100% (2)
- Calificacion de SoldaduraDocument16 pagesCalificacion de Soldaduramiguel.cosgayaNo ratings yet
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Significado de NullDocument73 pagesSignificado de Nullbrokeeen100% (3)
- Configuracion JaarveDocument11 pagesConfiguracion JaarveoaperuchenaNo ratings yet
- Curso FibonacciDocument4 pagesCurso FibonaccioaperuchenaNo ratings yet
- Patrón de Entrada GSVDocument1 pagePatrón de Entrada GSVoaperuchenaNo ratings yet
- 1 Introd Soldadura EstructvDocument84 pages1 Introd Soldadura Estructvrammlied1885No ratings yet
- Técnica de Trading Con El Indicador AlligatorDocument3 pagesTécnica de Trading Con El Indicador AlligatoroaperuchenaNo ratings yet
- T11.09 R479p PDFDocument134 pagesT11.09 R479p PDFJuan Carlos ZúñigaNo ratings yet
- Estrategia Ganadora 80% EfectividadDocument7 pagesEstrategia Ganadora 80% EfectividadoaperuchenaNo ratings yet
- Mod 4Document16 pagesMod 4oaperuchenaNo ratings yet
- Aviso 218 - Asignaciones y Give-UpsDocument1 pageAviso 218 - Asignaciones y Give-UpsoaperuchenaNo ratings yet
- Binder 1Document6 pagesBinder 1oaperuchenaNo ratings yet
- Tendencias Mercado EnergeticoDocument60 pagesTendencias Mercado EnergeticoAlejandro PeruchenaNo ratings yet
- Atraiga dinero con magia blanca y secretos de prosperidadDocument15 pagesAtraiga dinero con magia blanca y secretos de prosperidadoaperuchenaNo ratings yet
- Formatos de Soldadura Eps EspañolDocument10 pagesFormatos de Soldadura Eps EspañolGerardo CastilloNo ratings yet
- 10 Figura 2 23CIRSOC304Document2 pages10 Figura 2 23CIRSOC304oaperuchenaNo ratings yet
- Granallado Normas Preparacion de SuperficieDocument7 pagesGranallado Normas Preparacion de SuperficieMarcelo David RualesNo ratings yet
- Sistema ArranqueDocument36 pagesSistema ArranqueoaperuchenaNo ratings yet
- Formatos de Soldadura Eps EspañolDocument10 pagesFormatos de Soldadura Eps EspañolGerardo CastilloNo ratings yet
- Protección CatódicaDocument6 pagesProtección CatódicaoaperuchenaNo ratings yet
- Informe Cvo 31-03-2014Document5 pagesInforme Cvo 31-03-2014oaperuchenaNo ratings yet
- Documents - MX - Asme Seccion V Art 2 EspanolDocument10 pagesDocuments - MX - Asme Seccion V Art 2 EspanoloaperuchenaNo ratings yet
- Plan Contingencia 07262001Document14 pagesPlan Contingencia 07262001oaperuchenaNo ratings yet
- 09 XXX Procesogestionriesgos VXXDocument29 pages09 XXX Procesogestionriesgos VXXrobertocajasNo ratings yet
- Granallado - Normas Preparacion SuperficieDocument2 pagesGranallado - Normas Preparacion SuperficieoaperuchenaNo ratings yet
- Tipos de Turbinas A GasDocument65 pagesTipos de Turbinas A GasoaperuchenaNo ratings yet
- Manual Inspector de Construcciones SoldadasDocument13 pagesManual Inspector de Construcciones SoldadasoaperuchenaNo ratings yet
- 07-Spc-Memoria de Calculo Eléctrico Tanque2Document3 pages07-Spc-Memoria de Calculo Eléctrico Tanque2oaperuchenaNo ratings yet
- Pipe Fitting InformationDocument21 pagesPipe Fitting InformationoaperuchenaNo ratings yet
- Soldadura Estruct - Liv. y Armad. Hormig. CIRSOC 304 - Anexob PDFDocument42 pagesSoldadura Estruct - Liv. y Armad. Hormig. CIRSOC 304 - Anexob PDFoaperuchena100% (1)
- Convenio Entre AlmasDocument2 pagesConvenio Entre AlmasoaperuchenaNo ratings yet
- Informe de CalidadDocument18 pagesInforme de CalidadYlder Geronimo DionicioNo ratings yet
- Centrales EléctricasDocument101 pagesCentrales EléctricasErick Perez100% (3)
- AcometidasDocument27 pagesAcometidasandres sain novoaNo ratings yet
- Monografia Cadena de Suministros ProveedoresDocument18 pagesMonografia Cadena de Suministros ProveedoresLuis Ricardo MoscosoNo ratings yet
- 1er ParcialDocument5 pages1er Parcialguillegr10% (1)
- Torsión: Definición, fórmula y ejemplosDocument10 pagesTorsión: Definición, fórmula y ejemplosgulyNo ratings yet
- Plan de Trabajo CimentacionDocument9 pagesPlan de Trabajo CimentacionErick AponteNo ratings yet
- TAREA 4 de TECNOLOGIA Plicada A Los NegociosDocument7 pagesTAREA 4 de TECNOLOGIA Plicada A Los NegociosrichardNo ratings yet
- Trabajo Recepcional AlejandroDocument31 pagesTrabajo Recepcional AlejandroAlejandro ChableNo ratings yet
- Taller Gestión Estrategica Clase 2 Grupo PDFDocument9 pagesTaller Gestión Estrategica Clase 2 Grupo PDFrichardcamusNo ratings yet
- Práctica 1. ElectrotecniaDocument20 pagesPráctica 1. ElectrotecniaAlex ThomasNo ratings yet
- Determinación Del Factor de Forma para Engranajes de DientesDocument8 pagesDeterminación Del Factor de Forma para Engranajes de DientesgjrmxNo ratings yet
- MSDS Silicona LiquidaDocument2 pagesMSDS Silicona LiquidaJose Dario Cufiño Rivera0% (1)
- Plan Mitigación Ruido PolvoDocument10 pagesPlan Mitigación Ruido PolvoAnonymous BFM6zwHNo ratings yet
- Tarea II de Tecnologia Aplicada A La La Educacion ...Document7 pagesTarea II de Tecnologia Aplicada A La La Educacion ...Elieser Estefan Mejia GuillandeauxNo ratings yet
- Ejercico Explicado Paso A Paso Del Algoritmo de Johnson A 2 MaquinasDocument9 pagesEjercico Explicado Paso A Paso Del Algoritmo de Johnson A 2 MaquinasContreras Chávez Oscar DylanNo ratings yet
- RP 20la70Document27 pagesRP 20la70alexhaloNo ratings yet
- CatalogoNewtek Dientes AcrilicoDocument6 pagesCatalogoNewtek Dientes AcrilicoKarina OjedaNo ratings yet
- Primer Informe de PuentesDocument17 pagesPrimer Informe de PuentesEdwin Esteba Avalos100% (1)
- Platea - Pntic.mec - Es Lmarti2 FmtemaDocument3 pagesPlatea - Pntic.mec - Es Lmarti2 FmtemaJavier LaimeNo ratings yet
- Formato Proyecto Seminario VFDocument9 pagesFormato Proyecto Seminario VFlucasccNo ratings yet
- Proyecto Final (ARI)Document23 pagesProyecto Final (ARI)Aracely PamNo ratings yet
- Práctica 8. La Reacción Química (Parte II)Document7 pagesPráctica 8. La Reacción Química (Parte II)Rebeca UrbanNo ratings yet
- GPRS-308 Manual Del Usuario R5Document20 pagesGPRS-308 Manual Del Usuario R5SisEleN Neuquen ArgentinaNo ratings yet
- Informe de Ley de Enfriamiento PDFDocument13 pagesInforme de Ley de Enfriamiento PDFgabrielaNo ratings yet
- Ifu 5902143 Ez-Stop Lanyard SP-LDocument16 pagesIfu 5902143 Ez-Stop Lanyard SP-LFelipe Esteban Ortiz MartinezNo ratings yet
- Procesos de fabricación no convencionales UZVDocument42 pagesProcesos de fabricación no convencionales UZVEudo ValbuenaNo ratings yet
- Propiedades Organolépticas, Físicas y Mecánicas de La Madera de Cordia Alliodora (R. y P.) Oken de Parcelas Agroforestales en Jaén, CajamarcaDocument13 pagesPropiedades Organolépticas, Físicas y Mecánicas de La Madera de Cordia Alliodora (R. y P.) Oken de Parcelas Agroforestales en Jaén, CajamarcaLAURA CAMILA MONTANEZ GONZALEZNo ratings yet
- Ensayo Evaluacion DocumentosDocument2 pagesEnsayo Evaluacion DocumentosALEXANDER BASTIDASNo ratings yet
- Exposicion Humidificacion Equipo#3 Op - Iii.qi 5CDocument42 pagesExposicion Humidificacion Equipo#3 Op - Iii.qi 5CGrecia Cervantes100% (1)