You might also like
- Calor Entregado en SoldaduraDocument47 pagesCalor Entregado en SoldaduraAlx D. La Cruz Rodríguez0% (1)
- IV. - Metalurgia de La SoldaduraDocument31 pagesIV. - Metalurgia de La SoldaduraparedessegurNo ratings yet
- Cuestionario de Fundamentos de Soldadura PDFDocument6 pagesCuestionario de Fundamentos de Soldadura PDFcentaury2013No ratings yet
- Designación de Los AcerosDocument7 pagesDesignación de Los Acerosscribd.cimd100% (2)
- Aceros: tipos, propiedades y aplicacionesDocument64 pagesAceros: tipos, propiedades y aplicacionesAntonio Roldán Díaz100% (1)
- Cuaderno Ciclo TermicoDocument30 pagesCuaderno Ciclo TermicoIvana PalmaNo ratings yet
- Uso Del Diagrama de Shaeffler para El Soldeo de InoxidablesDocument83 pagesUso Del Diagrama de Shaeffler para El Soldeo de InoxidablesEduardoPulidoNo ratings yet
- Métodos para calcular el precalentamiento de uniones soldadasDocument41 pagesMétodos para calcular el precalentamiento de uniones soldadasIvana Palma100% (12)
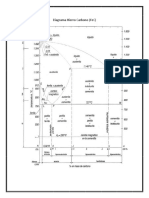
- Metalografía Diagrama Fe-CDocument10 pagesMetalografía Diagrama Fe-Cjuliocaro100% (16)
- Introducción A La Metalurgia de La Soldadaura - Carlos Fosca PDFDocument295 pagesIntroducción A La Metalurgia de La Soldadaura - Carlos Fosca PDFMichael Obrayan100% (2)
- Soldadura Por ResistenciaDocument16 pagesSoldadura Por ResistenciaMarco GarelloNo ratings yet
- Diagrama de SchaefflerDocument2 pagesDiagrama de Schaeffleroscarello80% (5)
- Guía completa de metalurgia de soldaduraDocument196 pagesGuía completa de metalurgia de soldaduraluis100% (4)
- Fisuración en CalienteDocument5 pagesFisuración en Caliente14475No ratings yet
- Soldabilidad de Los MaterialesDocument55 pagesSoldabilidad de Los MaterialesRicardo Guzmán85% (47)
- Laminacion de RielesDocument79 pagesLaminacion de RielesRaul Leon100% (1)
- Historia Del Mig MagDocument5 pagesHistoria Del Mig Magcristhian arroyoNo ratings yet
- Cuestionario de Soldadura Por Resistencia y Por LlamaDocument4 pagesCuestionario de Soldadura Por Resistencia y Por LlamaPatricia VelazquezNo ratings yet
- Avances Tecnologicos de La SoldaduraDocument7 pagesAvances Tecnologicos de La SoldaduraOsweld-Super Toronto-MataNo ratings yet
- Cuestionario GtawDocument4 pagesCuestionario GtawMauricio Denis Quispe AvilesNo ratings yet
- Soldadura Industrial Clases y AplicacionesDocument120 pagesSoldadura Industrial Clases y Aplicacionesjrm123100% (4)
- Metalurgica y Soldabilidad de Los AcerosDocument33 pagesMetalurgica y Soldabilidad de Los AcerosOrel100% (2)
- Fisuración en caliente y fría en soldadurasDocument13 pagesFisuración en caliente y fría en soldadurasEspinoza HectorNo ratings yet
- Análisis de Falla Mediante Análisis MetalográficoDocument7 pagesAnálisis de Falla Mediante Análisis MetalográficoOmar Ladislao Alvarez VelascoNo ratings yet
- Soldadura MIG MAG..Document8 pagesSoldadura MIG MAG..Jonathan SpNo ratings yet
- Ciclo térmico soldadura: calentamiento y enfriamiento local metalDocument13 pagesCiclo térmico soldadura: calentamiento y enfriamiento local metalAndrey Tenorio100% (1)
- Cuestionario de SoldaduraDocument9 pagesCuestionario de SoldaduraEnriqueOdelotNo ratings yet
- Soldaduras EspecialesDocument29 pagesSoldaduras EspecialesAlan Peña67% (12)
- Ciclo TérmicoDocument83 pagesCiclo TérmicoMaria Gianina Gomez Rojas0% (1)
- Soldaduras Especiales PDFDocument12 pagesSoldaduras Especiales PDFLuis Gutierrez100% (3)
- Carbono EquivalenteDocument5 pagesCarbono EquivalenteCristian Yoel Miranda Jara100% (1)
- Guía TIG: Soldadura en atmósfera protegidaDocument5 pagesGuía TIG: Soldadura en atmósfera protegidaAvelino Santiago0% (1)
- Preguntas CementacionDocument4 pagesPreguntas CementacionSantiago GarciaNo ratings yet
- Laboratorio de Ensayo de Arena para FundicionDocument11 pagesLaboratorio de Ensayo de Arena para FundicionDenis PozoNo ratings yet
- Preguntas FundiciónDocument5 pagesPreguntas FundiciónRashOteroM100% (1)
- Introducción Soldadura TigDocument13 pagesIntroducción Soldadura Tiganon-166431100% (4)
- Simbologia de La SoldaduraDocument54 pagesSimbologia de La Soldaduralainstan50% (8)
- Efecto de Las Variables en El Proceso de Soldadura GmawDocument9 pagesEfecto de Las Variables en El Proceso de Soldadura Gmawnegros33No ratings yet
- Diagrama Hierro CarbonoDocument14 pagesDiagrama Hierro CarbonoAnibal Vp100% (1)
- PREGUNTAS Tercer Parcial TT 1Document28 pagesPREGUNTAS Tercer Parcial TT 1Arnold NiñoNo ratings yet
- Saw Arco SumergidoDocument106 pagesSaw Arco SumergidoPablo Leal Aguero100% (1)
- Capìtulo 9 Schey Procesos de Deformaciòn VolumètricaDocument55 pagesCapìtulo 9 Schey Procesos de Deformaciòn VolumètricaMiguel Angel López Navarrete100% (1)
- Defectos en Soldadura SMAWDocument4 pagesDefectos en Soldadura SMAWPedro Hinojosa RojasNo ratings yet
- Libro Del Tratamiento TermicoDocument166 pagesLibro Del Tratamiento Termicopetete83% (12)
- Tratamientos térmicos aceros influencia carbono diagramas TTTDocument3 pagesTratamientos térmicos aceros influencia carbono diagramas TTTPedro Holguin Cueva100% (1)
- Metalurgia de La SoldaduraDocument140 pagesMetalurgia de La SoldaduraMario SanchoNo ratings yet
- 9.0 Metalurgia de La SoldaduraDocument88 pages9.0 Metalurgia de La SoldaduraVictor Angel Fuertes SaboyaNo ratings yet
- CATEDRA No 4 - OPTATIVA METALURGIA Y FALLAS DE LA SOLDADRA - 21 Marzo 2021Document70 pagesCATEDRA No 4 - OPTATIVA METALURGIA Y FALLAS DE LA SOLDADRA - 21 Marzo 2021Aldo Gonzalez LeivaNo ratings yet
- Metalurgia de La Soldadura ActualizDocument148 pagesMetalurgia de La Soldadura ActualizAnonymous qMLK5yxZsFNo ratings yet
- Metalurgia de La Soldadura TrabajoDocument6 pagesMetalurgia de La Soldadura TrabajoBrayan Villanueva Villena100% (1)
- 1.2 Propiedades SoldaduraDocument43 pages1.2 Propiedades SoldaduraVic MorilloNo ratings yet
- Metalurgia de La Soldadura ActualizDocument148 pagesMetalurgia de La Soldadura ActualizArnold QHNo ratings yet
- Modulo 1. Metalurgia de la SoldaduraDocument251 pagesModulo 1. Metalurgia de la Soldaduraaldo.gonzalez.lNo ratings yet
- SOLDADURADocument6 pagesSOLDADURANereNo ratings yet
- Metalrgia de SldaduraDocument27 pagesMetalrgia de SldaduraSamyr FajardNo ratings yet
- Analisis Metalografico de Las Uniones SoldadasDocument14 pagesAnalisis Metalografico de Las Uniones SoldadasAnonymous KdnOsd9No ratings yet
- TECSUP Metalurgia Soldadura ZAC Afectada CalorDocument4 pagesTECSUP Metalurgia Soldadura ZAC Afectada CalorAntony David Caceres RojasNo ratings yet
- Su MicolDocument105 pagesSu MicolChris Godoy100% (1)
- Ciclo Térmico de La SoldaduraDocument8 pagesCiclo Térmico de La SoldaduracxrloshNo ratings yet
- Caracterización de las transformaciones microestructurales en la unión soldada disímil de aleaciones 17-4 PH y Hastelloy C-276Document3 pagesCaracterización de las transformaciones microestructurales en la unión soldada disímil de aleaciones 17-4 PH y Hastelloy C-276Angeles Ruiz100% (1)
- Mantenimiento preventivo, predictivo y TPMDocument23 pagesMantenimiento preventivo, predictivo y TPMPer DCNo ratings yet
- CPP-DT-P18 Prueba Discontinuidad de Alto VoltajeDocument4 pagesCPP-DT-P18 Prueba Discontinuidad de Alto VoltajePer DCNo ratings yet
- CPP-DT-P19 Detección Iones FierroDocument2 pagesCPP-DT-P19 Detección Iones FierroPer DCNo ratings yet
- Extracción y análisis de sales solubles en aceroDocument13 pagesExtracción y análisis de sales solubles en aceroCh C Luis100% (1)
- Mapa de Procesos AlmacenDocument1 pageMapa de Procesos AlmacenPer DCNo ratings yet
- SSPC-PA1 (Español) PDFDocument16 pagesSSPC-PA1 (Español) PDFPer DC100% (4)
- Extracción y análisis de sales solubles en aceroDocument13 pagesExtracción y análisis de sales solubles en aceroCh C Luis100% (1)
- Código Prácticas Estándares Acero 2000Document70 pagesCódigo Prácticas Estándares Acero 2000Per DCNo ratings yet
- Extracción y análisis de sales solubles en aceroDocument13 pagesExtracción y análisis de sales solubles en aceroCh C Luis100% (1)
- Tolerancia SDocument16 pagesTolerancia SAlberto FornésNo ratings yet
- Prec A Lent Amien ToDocument14 pagesPrec A Lent Amien Toing_macbNo ratings yet
- Prec A Lent Amien ToDocument14 pagesPrec A Lent Amien Toing_macbNo ratings yet
- Mediciones Seis SigmaDocument25 pagesMediciones Seis SigmaPer DCNo ratings yet
- Manual de TanquesDocument285 pagesManual de Tanquesarredondofr100% (11)
- Prec A Lent Amien ToDocument14 pagesPrec A Lent Amien Toing_macbNo ratings yet
- Rolado y biselado de planchas: procedimientoDocument5 pagesRolado y biselado de planchas: procedimientoPer DCNo ratings yet
- Enderezado de Planchas y PerfilDocument2 pagesEnderezado de Planchas y PerfilPer DC0% (1)
- Procedimiento de Recepcion de Materiales y EquiposDocument3 pagesProcedimiento de Recepcion de Materiales y EquiposPer DC50% (2)
- Procedimiento de SoldaduraDocument5 pagesProcedimiento de SoldaduraPer DCNo ratings yet
- Instructivo de Decapado y Pasivado de Acero InoxidableDocument3 pagesInstructivo de Decapado y Pasivado de Acero InoxidablePer DC100% (3)
- Procedimiento de Inspeccion Por UltrasonidoDocument16 pagesProcedimiento de Inspeccion Por UltrasonidoPer DC50% (2)
- Procedimiento de Medición de La Adhesión Por TracciónDocument2 pagesProcedimiento de Medición de La Adhesión Por TracciónPer DCNo ratings yet
- Procedimiento para Trabajos de SoldaduraDocument9 pagesProcedimiento para Trabajos de SoldaduraPer DCNo ratings yet
- Procedimiento soldaduraDocument8 pagesProcedimiento soldaduraPer DCNo ratings yet
- Procedimiento de Preparación Superficial y PinturaDocument9 pagesProcedimiento de Preparación Superficial y PinturaPer DCNo ratings yet
- Procedimiento Inspección Visual de Soldadura Segun AWS D1.5 PDFDocument7 pagesProcedimiento Inspección Visual de Soldadura Segun AWS D1.5 PDFPer DCNo ratings yet
- Procedimiento de Revestimiento en Caliente Caucho NaturalDocument6 pagesProcedimiento de Revestimiento en Caliente Caucho NaturalPer DC100% (1)
- Procedimiento de Fabricacion de SpoolsDocument12 pagesProcedimiento de Fabricacion de SpoolsPer DC100% (5)
- Inspección visual soldaduraDocument6 pagesInspección visual soldaduraPer DC100% (2)
- Welding Map EjemploDocument1 pageWelding Map EjemploPer DCNo ratings yet
- Detección fugas láminas PEAD método dipoloDocument9 pagesDetección fugas láminas PEAD método dipologamma77No ratings yet
- Calorimetría mide calorDocument5 pagesCalorimetría mide calorJohancito VillarroelNo ratings yet
- Ejercicios prácticos de métodos no térmicos de EORDocument36 pagesEjercicios prácticos de métodos no térmicos de EORlimbergNo ratings yet
- Magnitudes Físicas y Químicas de La Mecánica AutomotrizDocument6 pagesMagnitudes Físicas y Químicas de La Mecánica AutomotrizBiig JvliOo100% (1)
- Compuestos Alquilos AluminioDocument10 pagesCompuestos Alquilos AluminioAlex CajasNo ratings yet
- Fuerza MagnetomotrizDocument3 pagesFuerza MagnetomotrizoscarNo ratings yet
- ManualTV PDFDocument4 pagesManualTV PDFAlex ArmendarizNo ratings yet
- Cojinetes PlanosDocument8 pagesCojinetes PlanosPaisaje SilenciosoNo ratings yet
- Teoria de Buckley & LeverettDocument7 pagesTeoria de Buckley & LeverettRichard Leonardo Ponce DelgadoNo ratings yet
- Watthorímetro ElectromecánicoDocument8 pagesWatthorímetro Electromecánicorommel100% (1)
- Unidades Del Sistema InternacionalDocument18 pagesUnidades Del Sistema InternacionalwilfredoNo ratings yet
- 6.catalogo Gral HelitaDocument79 pages6.catalogo Gral Helitajdrojasa100% (1)
- Análisis Circuitos BásicosDocument3 pagesAnálisis Circuitos BásicosJose Luis Arnedo Gonzalez0% (1)
- Guia Nomenclatura Noveno PDFDocument19 pagesGuia Nomenclatura Noveno PDFjaimehernanpabloNo ratings yet
- Proyecto Cargador PDFDocument34 pagesProyecto Cargador PDFDavid Flores Bautista90% (21)
- MODULACION AM y FMDocument13 pagesMODULACION AM y FMFreddyGutierrezNo ratings yet
- Examen de MecanicaDocument5 pagesExamen de MecanicaelverNo ratings yet
- Quiz 1 - Semana 3 - CB - FISICA II - (Grupo1 Santiago)Document5 pagesQuiz 1 - Semana 3 - CB - FISICA II - (Grupo1 Santiago)christiamNo ratings yet
- Codigos para Torno CNCDocument7 pagesCodigos para Torno CNCXavier HernandezNo ratings yet
- Perforadoras Neumaticas Atlas CopcoDocument21 pagesPerforadoras Neumaticas Atlas CopcoWayshellt Jerhnts AyrtsNo ratings yet
- Cafeina 7Document7 pagesCafeina 7ever luisNo ratings yet
- Solucion Capitulo 2 BeerDocument6 pagesSolucion Capitulo 2 BeerArlon CarrilloNo ratings yet
- Brackets de AutoligadoDocument14 pagesBrackets de Autoligadoprestegui100% (1)
- DIMENSIONAMIENTO CANAL AGUA FLOCULADADocument20 pagesDIMENSIONAMIENTO CANAL AGUA FLOCULADAThelmaMarieTorresFernandez100% (1)
- Pauta Examen ICF 260Document6 pagesPauta Examen ICF 260Richard Hernan Reyes JaraNo ratings yet
- DefinicionesDocument3 pagesDefinicionesSarai EstradaNo ratings yet
- Fluidos IDocument16 pagesFluidos INicolás Polito Muñoz100% (1)
- Signos SuperficialesDocument4 pagesSignos SuperficialesSamuel LandaverdeNo ratings yet
- TRANSFORMATF - Pruebas de Resistencia Ohmica A Devanados Del TRDocument6 pagesTRANSFORMATF - Pruebas de Resistencia Ohmica A Devanados Del TRAlbertoNo ratings yet