You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Einschlaganker Drop in Anchor: Çakma DübelDocument16 pagesEinschlaganker Drop in Anchor: Çakma DübelSuphi YükselNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- 34801Document1 page34801Suphi YükselNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Fransız Elektrot Firması Seçim TablosuDocument60 pagesFransız Elektrot Firması Seçim TablosuSuphi Yüksel100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Gupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Document108 pagesGupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Suphi YükselNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- P (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeDocument1 pageP (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeSuphi YükselNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- DIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Document1 pageDIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Suphi YükselNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Fiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Document1 pageFiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Suphi YükselNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- EN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadDocument1 pageEN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadSuphi YükselNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 10512Document1 page10512Suphi YükselNo ratings yet
- DIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertDocument1 pageDIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertSuphi YükselNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Thread Size Chart for Metric Hex Nuts (M6 to M20Document1 pageThread Size Chart for Metric Hex Nuts (M6 to M20Suphi YükselNo ratings yet
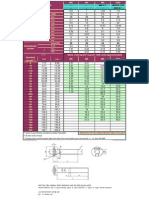
- P B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinDocument1 pageP B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinSuphi YükselNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- DIN 982 Fiberli AltiKöşe Yüksek Somunlar SpecificationsDocument1 pageDIN 982 Fiberli AltiKöşe Yüksek Somunlar SpecificationsSuphi YükselNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- DIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Document1 pageDIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Suphi YükselNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- DIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarDocument1 pageDIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarSuphi YükselNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- M8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Document1 pageM8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Suphi YükselNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinDocument1 pageMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Outokumpu Stainless Steel HandbookDocument92 pagesOutokumpu Stainless Steel HandbookcutefrenzyNo ratings yet
- Ref. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinDocument1 pageRef. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinSuphi YükselNo ratings yet
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinDocument1 pageMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselNo ratings yet
- 1665Document1 page1665Suphi YükselNo ratings yet
- Thread Size Chart for Metric Bolts M5 to M16Document1 pageThread Size Chart for Metric Bolts M5 to M16Suphi YükselNo ratings yet
- 6921Document1 page6921Suphi YükselNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Mass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadDocument1 pageMass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadSuphi YükselNo ratings yet
- Solutions Guide: The Choice of Master CraftsmenDocument20 pagesSolutions Guide: The Choice of Master CraftsmenSuphi YükselNo ratings yet
- A Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Document1 pageA Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Suphi YükselNo ratings yet
- Thread Size Dimensions Chart for M12, M16, M20 BoltsDocument1 pageThread Size Dimensions Chart for M12, M16, M20 BoltsSuphi YükselNo ratings yet
- SKF Bearing Installation and MaintenanceDocument146 pagesSKF Bearing Installation and MaintenanceDefinal ChaniagoNo ratings yet
- Storage Tanks Made of SteelDocument6 pagesStorage Tanks Made of SteelHakan Şahinoğlu100% (1)
- SMAW PowerpointDocument28 pagesSMAW PowerpointShankar Gurusamy100% (3)
- Understanding The Quenchant Report PDFDocument8 pagesUnderstanding The Quenchant Report PDFSandeep SarafNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Final I.P.T ReportDocument27 pagesFinal I.P.T ReportIndu GunasekaranNo ratings yet
- Heavy MetalsDocument4 pagesHeavy MetalsGeorona KANo ratings yet
- Environmental Engineering QuizDocument4 pagesEnvironmental Engineering QuizmikeengineeringNo ratings yet
- Shera PlanksDocument61 pagesShera Planksakankshas06No ratings yet
- Copper-Nickel Alloys, Properties and ApplicationsDocument28 pagesCopper-Nickel Alloys, Properties and Applicationsismail hakimNo ratings yet
- @unacademyplusdiscounts Arihant BITSAT Prep Guide 2020Document1,367 pages@unacademyplusdiscounts Arihant BITSAT Prep Guide 2020Ritviz AggarwalNo ratings yet
- BHR Messaging BrochureDocument8 pagesBHR Messaging BrochureingridbachNo ratings yet
- Praktikum Metal 1Document27 pagesPraktikum Metal 1Muhammad Aldi Luthfi FauzanNo ratings yet
- CH1104 Chapter 8Document90 pagesCH1104 Chapter 8Chuah Chong YangNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ceilcote 180 Flakeline+ds+engDocument4 pagesCeilcote 180 Flakeline+ds+englivefreakNo ratings yet
- NC-559-ASM Rev 0510Document2 pagesNC-559-ASM Rev 0510electrosysro8560No ratings yet
- NORSOK Recommended-Guidelines-For-Water-Based-Firefighting-SystemsDocument17 pagesNORSOK Recommended-Guidelines-For-Water-Based-Firefighting-SystemsG0% (1)
- PREFORMULATION STUDIEsDocument8 pagesPREFORMULATION STUDIEsTanishaNo ratings yet
- Organic vs Inorganic Compounds ExperimentDocument9 pagesOrganic vs Inorganic Compounds ExperimentSandra MacatangayNo ratings yet
- Part1 High Voltage Engineering PDFDocument67 pagesPart1 High Voltage Engineering PDFQais Alsafasfeh0% (1)
- The Essential Ingredients in A PVC Formulation AreDocument7 pagesThe Essential Ingredients in A PVC Formulation AreRicky DavisNo ratings yet
- Technical Submission of PudloDocument82 pagesTechnical Submission of PudlotcthomasNo ratings yet
- A Predictive Approach To Fitness-For-Service Assessment of Pitting CorrosionDocument9 pagesA Predictive Approach To Fitness-For-Service Assessment of Pitting CorrosionMaría Vaquero TxapartegiNo ratings yet
- Refinery Presentation On 07th July 07Document83 pagesRefinery Presentation On 07th July 07meenuNo ratings yet
- Group 2 ReanneDocument10 pagesGroup 2 ReanneAlessa LamesNo ratings yet
- Naclar Natural: Surface DisinfectantDocument4 pagesNaclar Natural: Surface DisinfectantMarkus PerrevoortNo ratings yet
- Measuring Methods of Acoustic Properties and Influence of Physical Parameters On Natural Fibers: A ReviewDocument21 pagesMeasuring Methods of Acoustic Properties and Influence of Physical Parameters On Natural Fibers: A Reviewraja dhiefNo ratings yet
- Styrolution TDS400900250546Document2 pagesStyrolution TDS400900250546prabhat singhNo ratings yet
- ProcessDocument24 pagesProcessM RajasekaranNo ratings yet
- Eng Chem Lecture NotesDocument2 pagesEng Chem Lecture NotesJunell TadinaNo ratings yet
- Sdre14-2 Dra 1-8-Rev17Document9 pagesSdre14-2 Dra 1-8-Rev17xuongrong_xdNo ratings yet
- DOWSIL™ 795 Structural Glazing Sealant Technical Data SheetDocument5 pagesDOWSIL™ 795 Structural Glazing Sealant Technical Data SheetTrung Nguyễn NgọcNo ratings yet
- Hydrostatic Testing of Yankee Dryers Often Does More HarmDocument4 pagesHydrostatic Testing of Yankee Dryers Often Does More HarmmgmqroNo ratings yet