You might also like
- Chap006 - Process Selection and Facility LayoutDocument46 pagesChap006 - Process Selection and Facility LayoutAgentSkySkyNo ratings yet
- Chap006 - Process Selection & Facility Layout-1Document48 pagesChap006 - Process Selection & Facility Layout-1Ohud AlanaziNo ratings yet
- Process Selection and Facility LayoutDocument48 pagesProcess Selection and Facility LayoutKamran Rasool100% (7)
- Process Selection and Facility LayoutDocument53 pagesProcess Selection and Facility LayoutOsmaan GóÑÍNo ratings yet
- Process Selection and Facility LayoutDocument53 pagesProcess Selection and Facility Layoutrandom17341No ratings yet
- Process SelectionDocument30 pagesProcess Selectionjaspreet444No ratings yet
- Process Selection and Facility LayoutDocument31 pagesProcess Selection and Facility LayoutyasminafzaalNo ratings yet
- Process Selection and Facility LayoutDocument54 pagesProcess Selection and Facility LayoutRoshan100% (1)
- Process Selection and Facility Layout: Mcgraw-Hill/IrwinDocument58 pagesProcess Selection and Facility Layout: Mcgraw-Hill/IrwinZhen YangNo ratings yet
- ch06 - PPT - Process Selection and Facility LayoutDocument35 pagesch06 - PPT - Process Selection and Facility LayoutPacific Hunter JohnnyNo ratings yet
- Chap006 - Process Selection & Facility LayoutDocument48 pagesChap006 - Process Selection & Facility LayoutMadeleine VelascoNo ratings yet
- Chapter 06 - SlideDocument61 pagesChapter 06 - SlideQUÂN NGUYỄN BÍCHNo ratings yet
- Stevenson Chap 006Document49 pagesStevenson Chap 006luis peixotoNo ratings yet
- C7&C9 - Notes - S12Document64 pagesC7&C9 - Notes - S12Kareem RadwanNo ratings yet
- 4 Process Layout-Ch 6 (Stevenson)Document51 pages4 Process Layout-Ch 6 (Stevenson)tahmid quayumNo ratings yet
- Operations Management: William J. StevensonDocument33 pagesOperations Management: William J. StevensonmadihaNo ratings yet
- Operations Management: William J. StevensonDocument49 pagesOperations Management: William J. StevensonGeorge LapatNo ratings yet
- Facility LayoutDocument25 pagesFacility LayoutAtibAhmedNo ratings yet
- Introduction To The Production Planning and Inventory ControlDocument80 pagesIntroduction To The Production Planning and Inventory ControlAngelina WattssNo ratings yet
- chapter 6 classroom pptDocument33 pageschapter 6 classroom pptmashalerahNo ratings yet
- Unit III - Prod. Mgt.Document60 pagesUnit III - Prod. Mgt.coxshulerNo ratings yet
- Process Selection and Facility LayoutDocument49 pagesProcess Selection and Facility Layoutdevzani nipaNo ratings yet
- Process Selection and Facility Layout: Mcgraw-Hill/IrwinDocument32 pagesProcess Selection and Facility Layout: Mcgraw-Hill/Irwin?????No ratings yet
- Flow, Space, and Activity Relationship: Facilities Planning Third Year ProductionDocument38 pagesFlow, Space, and Activity Relationship: Facilities Planning Third Year ProductionSherif Ibrahim0% (1)
- Facility Layout: by Dr. Harpreet Singh BediDocument65 pagesFacility Layout: by Dr. Harpreet Singh BediMayank GandhiNo ratings yet
- Production and Operations ManagementDocument39 pagesProduction and Operations Managementmuhammad harisNo ratings yet
- md021 Topic05 ProcessSelectionFacilityLayoutDocument44 pagesmd021 Topic05 ProcessSelectionFacilityLayoutKunal ModiNo ratings yet
- Unit4-5 OMDocument235 pagesUnit4-5 OManimesh650866No ratings yet
- Process Strategy PPT at BEC DOMSDocument68 pagesProcess Strategy PPT at BEC DOMSBabasab Patil (Karrisatte)100% (1)
- Layout and Line BalancingDocument72 pagesLayout and Line BalancingJolly JyotiNo ratings yet
- ͻ New or modified product/service to be offered ͻ Quality to be improved ͻ Competitive priorities have changed ͻ Demand for product/service is changing ͻ Cost/availability of inputs have changedDocument31 pagesͻ New or modified product/service to be offered ͻ Quality to be improved ͻ Competitive priorities have changed ͻ Demand for product/service is changing ͻ Cost/availability of inputs have changedOmid PtokNo ratings yet
- Facility LayoutDocument67 pagesFacility LayoutSiddharth Narayanan ChidambareswaranNo ratings yet
- Plant Layout & Material HandlingDocument9 pagesPlant Layout & Material HandlingrosadocNo ratings yet
- Chapter 7: Process StrategyDocument10 pagesChapter 7: Process StrategyJustine NarvaezNo ratings yet
- Operations Management in BusinessDocument29 pagesOperations Management in BusinessnileshdilushanNo ratings yet
- Operations Management: Process Strategies and Layout StrategiesDocument74 pagesOperations Management: Process Strategies and Layout StrategiesAshokNo ratings yet
- Roduction Anagement: Management IIDocument50 pagesRoduction Anagement: Management IIhappinesspromishNo ratings yet
- Facility Layout: Manufacturing and ServicesDocument64 pagesFacility Layout: Manufacturing and ServicesVinodh ManiNo ratings yet
- Process Selection & Facility Layout Optimization for Efficient OperationsDocument5 pagesProcess Selection & Facility Layout Optimization for Efficient OperationsAllan CalvoNo ratings yet
- Assembly LineDocument40 pagesAssembly LineManik Kamboj100% (1)
- Production & Operation ManagementDocument81 pagesProduction & Operation Managementpura_malliNo ratings yet
- Chap006 - Process Selection and Facility LayoutDocument46 pagesChap006 - Process Selection and Facility Layoutspchheda4996100% (2)
- Computer Aided Process Planning (CAPPDocument25 pagesComputer Aided Process Planning (CAPPshubham_arora_19No ratings yet
- Lecture 6 WPS OfficeDocument14 pagesLecture 6 WPS Officesamanthapimentel300No ratings yet
- The Production System: - DefinitionDocument82 pagesThe Production System: - DefinitionLekha DaveNo ratings yet
- Process: Types of Processes. Process Strategy in The Industry. Factors Affecting Process Design. ToolsDocument77 pagesProcess: Types of Processes. Process Strategy in The Industry. Factors Affecting Process Design. ToolscalboozNo ratings yet
- SCHEDULINGDocument29 pagesSCHEDULINGkishoreNo ratings yet
- Facility Layout in Industrial EngineeringDocument88 pagesFacility Layout in Industrial EngineeringSuneel Kumar Meena50% (2)
- PPC-ch-5 Manufacturing Process Selaction&DesignDocument39 pagesPPC-ch-5 Manufacturing Process Selaction&DesignantehenNo ratings yet
- Process Selection and Facility LayoutDocument59 pagesProcess Selection and Facility LayoutKhietNo ratings yet
- Facility Layout GuideDocument57 pagesFacility Layout Guideajit88akNo ratings yet
- Chapter 4 Process SelectionDocument18 pagesChapter 4 Process Selectionmohammed mohammedNo ratings yet
- Process Selection & Facility Layout Guide - Compare Types, Design Efficient SystemsDocument72 pagesProcess Selection & Facility Layout Guide - Compare Types, Design Efficient SystemsMoqsud Amin100% (1)
- Facility Design Guide: Optimize Layout & FlowDocument34 pagesFacility Design Guide: Optimize Layout & FlowTabi AlamNo ratings yet
- Process Design for Products and ServicesDocument32 pagesProcess Design for Products and ServicesSyed AnsafNo ratings yet
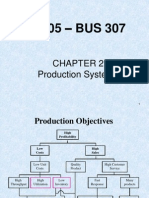
- IE305 CH 2 Production SystemsDocument31 pagesIE305 CH 2 Production Systemsmuhendis_8900No ratings yet
- Plant LayoutDocument51 pagesPlant Layoutعبدالله عمرNo ratings yet
- Workflows: How to Design, Improve and Automate High Performance Processes.From EverandWorkflows: How to Design, Improve and Automate High Performance Processes.No ratings yet
- Risk Management Types and Functions ExplainedDocument1 pageRisk Management Types and Functions ExplainedTanmay SharmaNo ratings yet
- DD VolatilityDocument56 pagesDD VolatilityTanmay SharmaNo ratings yet
- International Sales & Distribution ManagementDocument23 pagesInternational Sales & Distribution Managementsumit negiNo ratings yet
- Bba Esbs (Khushi)Document354 pagesBba Esbs (Khushi)Vicky KumarNo ratings yet
- 5 Planning 1 PDFDocument6 pages5 Planning 1 PDFChanaka PereraNo ratings yet
- DD VolatilityDocument56 pagesDD VolatilityTanmay SharmaNo ratings yet
- Lean Management PPT at BEC DOMSDocument40 pagesLean Management PPT at BEC DOMSBabasab Patil (Karrisatte)No ratings yet
- Entrepreneurial Opportunity Identification: A Motivation-based Cognitive ApproachDocument25 pagesEntrepreneurial Opportunity Identification: A Motivation-based Cognitive ApproachTanmay SharmaNo ratings yet
- Supply Chain MITESD - 273JF09 - Lec01Document15 pagesSupply Chain MITESD - 273JF09 - Lec01shilratnaNo ratings yet
- Notes On Supply Chain ManagementDocument20 pagesNotes On Supply Chain Managementhgopalkrishnan84% (31)
- Dilip Kumar Behera - SPCBDocument31 pagesDilip Kumar Behera - SPCBTanmay SharmaNo ratings yet
- Institutional SupportDocument12 pagesInstitutional SupportSanthosh RMNo ratings yet
- Intro - RichardsonDocument9 pagesIntro - RichardsonTanmay SharmaNo ratings yet
- Upcominfffffg Movies 2014Document1 pageUpcominfffffg Movies 2014Tanmay SharmaNo ratings yet
- Employee Empowerment & Interpersonal InterventionsDocument71 pagesEmployee Empowerment & Interpersonal InterventionsSwati SharmaNo ratings yet
- SAIFF Entry Form and Rules 2013Document3 pagesSAIFF Entry Form and Rules 2013Tanmay SharmaNo ratings yet
- FDIffdfvgDocument4 pagesFDIffdfvgTanmay SharmaNo ratings yet
- Invitaion For 67th Independence DayDocument1 pageInvitaion For 67th Independence DayTanmay SharmaNo ratings yet
- Entry Form FSA 13Document4 pagesEntry Form FSA 13Tanmay SharmaNo ratings yet
- Date Sheet Ignou Jun - 2013Document6 pagesDate Sheet Ignou Jun - 2013Amit Kumar Singh100% (1)
- Indian RegionalDocument2 pagesIndian RegionalTanmay SharmaNo ratings yet
- Media's crucial role in consumer protectionDocument2 pagesMedia's crucial role in consumer protectionTanmay SharmaNo ratings yet
- Indian RegionalDocument2 pagesIndian RegionalTanmay SharmaNo ratings yet
- Report 101Document100 pagesReport 101Idrus IsmailNo ratings yet
- Concept Tool Originator: 1910s Principles of Scientific Management Time Study F.W.TaylorDocument6 pagesConcept Tool Originator: 1910s Principles of Scientific Management Time Study F.W.TaylorTanmay SharmaNo ratings yet
- ADA4Document2 pagesADA4Tanmay SharmaNo ratings yet
- ESNA 200211 - Monica BlaneyDocument54 pagesESNA 200211 - Monica BlaneyswaaastikaNo ratings yet
- Econ 6200 DT Managerial Economics Fa 12 CH 1Document18 pagesEcon 6200 DT Managerial Economics Fa 12 CH 1Tanmay SharmaNo ratings yet
- Hacker-Sample APA Formatted PaperDocument13 pagesHacker-Sample APA Formatted PaperElijah Rio TongNo ratings yet
- Sales Management NotesDocument8 pagesSales Management NotesDisha MathurNo ratings yet
- Symphony Theater SolutionDocument4 pagesSymphony Theater SolutionVinayak SinglaNo ratings yet
- Rebranding Brief TemplateDocument8 pagesRebranding Brief TemplateRushiraj Patel100% (1)
- Human Resource Management in Banking Sector in "STATE BANK OF INDIADocument83 pagesHuman Resource Management in Banking Sector in "STATE BANK OF INDIADisha Sharma75% (4)
- Tugas Audit Lanjutan (2) - Rini FDocument6 pagesTugas Audit Lanjutan (2) - Rini FRiniFitriastutiNo ratings yet
- Insured Receipt Acknowledges Hospitalization BenefitsDocument6 pagesInsured Receipt Acknowledges Hospitalization BenefitsClark Jay PonceNo ratings yet
- Essay English About General LedgerDocument2 pagesEssay English About General LedgerDheaNo ratings yet
- Kotak Report 1Document70 pagesKotak Report 1nishesh99100% (1)
- Case Study 1 (BCG)Document4 pagesCase Study 1 (BCG)Ekrem SafakNo ratings yet
- Dessler Ch9Document12 pagesDessler Ch9Muhammad Aditya TMNo ratings yet
- Pecs 9Document2 pagesPecs 9Reybeth Tahud Hamili - MatusNo ratings yet
- AfCFTA marketplace connects African businessesDocument6 pagesAfCFTA marketplace connects African businessesElijah WisdomNo ratings yet
- 06.06.2023 Duzenlendi MT-103 - 202Document2 pages06.06.2023 Duzenlendi MT-103 - 202Murat BıçakNo ratings yet
- Togaf 9 Multiple Choice Questions PDFDocument12 pagesTogaf 9 Multiple Choice Questions PDFsoodrajan1978No ratings yet
- 15 Ways To Make Money (Music Producer) @hocuskrazyDocument5 pages15 Ways To Make Money (Music Producer) @hocuskrazyongomondoNo ratings yet
- B9-Asset AccountingDocument7 pagesB9-Asset AccountingVinay KumarNo ratings yet
- Resume Chris Pierce PDFDocument1 pageResume Chris Pierce PDFChris PierceNo ratings yet
- Defining Marketing Concepts for 21st CenturyDocument13 pagesDefining Marketing Concepts for 21st CenturySomera Abdul Qadir100% (1)
- Bahasa InggrisDocument3 pagesBahasa InggrisMultazam IshakNo ratings yet
- The Accounting Cycle: Capturing Economic EventsDocument55 pagesThe Accounting Cycle: Capturing Economic EventsK KNo ratings yet
- 2000 Chrisman McmullanDocument17 pages2000 Chrisman McmullanjstanfordstanNo ratings yet
- Internal Audit Checklist - MarketingDocument1 pageInternal Audit Checklist - MarketingSachin Ramdurg100% (1)
- Digital MarketiDocument7 pagesDigital MarketiK MaheshNo ratings yet
- JKMS Business Loan ApplicationDocument3 pagesJKMS Business Loan Applicationgerhard greylingNo ratings yet
- 232 FM AssignmentDocument17 pages232 FM Assignmentbhupesh joshiNo ratings yet
- Mozambique Mining Legal RegimeDocument17 pagesMozambique Mining Legal RegimeAdebayorMazuzeNo ratings yet
- Chapter Seven Strategy Evaluation and Control 7.1 The Nature of Strategy EvaluationDocument14 pagesChapter Seven Strategy Evaluation and Control 7.1 The Nature of Strategy EvaluationBedri M AhmeduNo ratings yet
- Final AccountsDocument9 pagesFinal AccountsRositaNo ratings yet
- Final Placement Details - Khora (Apr22-Mar23)Document15 pagesFinal Placement Details - Khora (Apr22-Mar23)Susant RoyNo ratings yet
- OPPEIN Franchise Project Investment GuideDocument2 pagesOPPEIN Franchise Project Investment GuideSaad MasoodNo ratings yet