Professional Documents
Culture Documents
8 MÓDULO 8 METALURGIA DE LA SOLDADURA 2011 Cdad. OJEDA
Uploaded by
upedro26Original Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
8 MÓDULO 8 METALURGIA DE LA SOLDADURA 2011 Cdad. OJEDA
Uploaded by
upedro26Copyright:
Available Formats
MODULO 8
METALURGIA DE LA
SOLDADURA
La Soldabilidad es la medida de la facilidad de un material
para ser soldado de tal manera que a travs de la
soldadura exista un mximo de continuidad en las
propiedades mecnicas. Para los aceros, la soldabilidad
es funcin de la Composicin Qumica. A altas
templabilidades corresponden bajos niveles de
soldabilidad.
- Unin de metales o materiales por va de
soldadura a travs de la cual se garantizan:
- Factibilidad en la Fabricacin
- Calidad en el Servicio
Soldabilidad
Metalurgia
Fabricacin Diseo
- Biseles
- ngulos
- Espesores
- Esfuerzos
- Proceso de Soldadura
- Materiales de Aporte
- Posiciones
- Pre/post Calentamiento
- Prop. Fsico-qumicas
- Prop. Metalrgicas
SOLDABILIDAD
METALURGIA DE LA SOLDADURA
- Soldabilidad de Aceros
- Aceros al Carbono y semi-aleados
- Aceros Inoxidables
- Soldabilidad de Fundiciones
- Soldabilidad de Aleaciones de Aluminio
SOLDABILIDAD DE ACEROS
Clasificacin de los Aceros
- Composicin Qumica
- Grado de Desoxidacin
- Proceso de Fabricacin
- Aceros al Carbono: Elementos Aleantes < 3%
- Aceros Semi-Aleados: 3% < Elementos Aleantes < 5%
- Aceros Aleados: Elementos Aleantes > 5%
- Calmados
- Semi - Calmados
- Efervescentes
- Al Arco
- Induccin Elctrica
- Convertidores de Oxigeno
SOLDABILIDAD DE ACEROS
La Soldabilidad de los aceros est controlada por:
- Composicin Qumica del Material Base
- Velocidad de Enfriamiento
- Presencia de Gases
SOLDABILIDAD DE ACEROS
Influencia de la Composicin Qumica
- En los aceros al carbono La SOLDABILIDAD la restringe el %C
- Soldabilidad NO restringida, tambin llamada COMERCIAL
- No hay formacin de MARTENSITA
- Hay riesgo de formacin de estructura WIDMANSTATEN
- No requiere PRE o POST calentamiento. Sin embargo se
recomienda hacer baado de calentamiento.
Para C 0,25%
Para 0,25% > C 0,40%
- SOLDABILIDAD restringida
- Formacin de MARTENSITA + Estructura WIDMANSTATEN
- Requieren de PRE calentamiento y de temperatura
interpase.
Para C > 0,40%
- SOLDABILIDAD muy restringida
- Formacin de MARTENSITA + Estructura WIDMANSTATEN
- Requieren de PRE y POST calentamiento. Debe cuidarse
la temperatura interpase.
- Requieren de Control de la Velocidad de Enfriamiento
SOLDABILIDAD DE ACEROS
- Temperatura de PRE o POST calentamiento
T (C) = 210 * Ce
- SOLDABILIDAD de Aceros Aleados
varia segn las propiedades de cada caso
- Si Ce < 0,40% - Soldabilidad no restringida
- Si 0,40% < Ce < 0,60% - Soldabilidad restringida
- Si Ce > 0,60% - Soldabilidad muy restringida
- PRE calentamiento requerido
- PRE y POST calentamiento requerido
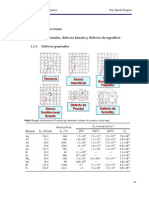
Acero 1/4 1/2 1 2 4
1020 - - - - 82
1025 - - - - 110
1030 - - - 60 110
1035 - - - 110 170
1040 - - 110 170 170
1045 60 110 170 195 195
1050 110 170 195 225 225
1060 170 225 225 250 280
1070 225 250 280 280 305
1080 250 280 305 305 340
Temperatura de Precalentamiento e Interpase (C)
Martensita Cbica
Estructura Widmanstaten Estructura Normalizada
Martensita Hexagonal
Posibles Estructuras de Cordn
Influencia de la Velocidad de Enfriamiento
SOLDABILIDAD DE ACEROS
- Energa (Q)
- Tiene un efecto combinado con la Composicin Qumica
- Se controla a travs de:
- PRE y/o POST calentamiento
GRFICA HIERRO-CARBONO
M
S
F
S
P
T
e
m
p
e
r
a
t
u
r
a
(
C
)
Tiempo
0
700
800
900
1000
300
400
500
600
100
200
C : 0,15 %
10 s 27 h 2.5 h 17 m 100 s
10C/s
250 C/s
110 C/s
50 C/s
T T T
A
C3
M
S
F
S
P
T
e
m
p
e
r
a
t
u
r
a
(
C
)
Tiempo
0
700
800
900
1000
300
400
500
600
100
200
C : 0,45 %
10 s 27 h 2.5 h 17 m 100 s
10 C/s
250 C/s
110 C/s
50 C/s
T T T
A
C3
M
S
F
S
P
T
e
m
p
e
r
a
t
u
r
a
(
C
)
Tiempo
0
700
800
900
1000
300
400
500
600
100
200
C : 0,1% - 5% Cr - 1% Mo
10 s 27 h 2.5 h 17 m 100 s
10 C/s
250 C/s
110 C/s
50 C/s
T T T
A
C3
Efecto de los Gases
SOLDABILIDAD DE ACEROS
Oxgeno
Hidrgeno
Nitrgeno
- Formar xidos (Alta Dureza y Fragilidad)
SiO
2
, TiO
2
, Cr
2
O
3
, Al
2
O
3
, Zr
2
O
3
- Generar Poros
- Micro o Macro poros - Internos o Superficiales
- Generar Fisuramiento en Fro
- Formar Nitruros
Fe
4
N , Fe
2
N , AlN , Cr
2
N , TiN , Mo
2
N
Efecto del Nmero de Pases
Un pase
Martensita - Widmanstaten
Normalizada
Efecto del Nmero de Pases
Varios pases
Recocido
ZAC
C (wt%)
L
Zona de Fusin ( T>1700 C)
Zona Parcialmente Fundida
Recrecimiento de Granos (T>1000 C)
Normalizado (T~950 C)
Parcialmente Transformada
Alivio de Tensiones
Fe 0.8
R
T
C
o
r
d
n
+
ZONAS DE UN CORDON DE SOLDADURA
Zona de fusin No-Miscible
Zona Parcialmente Fundida
Zona Afectada
Por el Calor
(ZAC)
Zona de Fusin
Zona de Fusin No Miscible
- Zona micro-mtrica ubicada dentro de la zona de fusin
que funde y re-solidifica sin mezclarse con Mat. de Aporte
- De espesor variable segn:
- Proceso de Soldadura
- Composicin Qumica (MA)
Zona Parcialmente Fundida
- Zona de transicin entre la Zona de Fusin y ZAC
- Representa el Intervalo de Solidificacin del Material Base
- Zona muy sensible al Fisuramiento en Caliente
ZONAS DE UN CORDON DE SOLDADURA
Super Enfriamiento Constitucional
Teora de Fisuramiento
Energa del Proceso
La Energa generada en el arco es:
Temperatura Pico:
T
P
: Temperatura Pico (=550 C)
T
0
: temperatura Ambiente (C)
: Densidad del material (gr/mm
3
)
C
P
: Calor Especifico (J/gC)
e: espesor del Material (mm)
Y: Ancho de ZAC (mm)
T
F
: Temperatura de Fusin
Q : Energa del proceso (J/mm)
Flujo de Calor en Procesos de Soldaduras
|
|
.
|
\
|
+
|
|
.
|
\
|
=
0 0
1 * * * * 13 . 4 1
T T Q
Y e C
T T
F
P
P
- A Partir de los Parmetros del Proceso
I : Intensidad de Soldadura (Amp)
S : Velocidad de Avance (Plg/min)
Calculo de Dilusin
100 *
*
75 . 15
1 (%)
097 . 0 55 . 0 (
|
.
|
\
|
=
S I
D
) (cm
* 10
2
93 . 0 95 . 3
55 . 1
S
I
A
S
=
1. R = S
S : Velocidad de Avance de la Soldadura
R: Rata de Solidificacin
R: Perpendicular al frente de solidificacin
R
S
1 : S y R son paralelas ( = 0)
2
2 : R = S cos
Velocidad de Avance y Rata de Solidificacin
Diferentes Estructuras del Cordn
2
R: Baja
G: Alta
1
R: Alta
G: Baja
Planar
Dendrtica Equiaxial
Celular Dendrtica
Columnar Dendrtica
1
2
R: Rata de Solidificacin
G: Gradiente de Temperatura
Fisuramiento en Caliente
Fisuramiento en Fro
Fisuramiento Laminar
Tipos de Fisuramiento
Fisuramiento en Caliente
- Producido por formacin de liquidos en limites de
grano durante el proceso de solidificacin
- Detectable al finalizar la soldadura
- Fisuramiento Inter-granular
- Presente en Zona de Fusin y ZAC
Condiciones de Formacin
- Presencia de alto esfuerzo
- Presencia de elementos de bajo Pto de fusin
Fisuramiento en Caliente
FISURAMIENTO EN CALIENTE
T: 1200 1300 C
P
F
: 950 C
F
F
Fisuramiento Inter-granular o Inter-dendrtico
FISURAMIENTO POR HIDROGENO
- Fisuramiento en Fro: (T : - 50C a 150C)
- Generado por Contaminacin de Hidrgeno
- Fisuramiento Retardado
- Fisuramiento Intergranular o Transgranular
CONDICIONES DE FORMACION
- Altos niveles de Hidrgeno
- Presencia de Estructura Susceptible (Martensita)
- Presente en Zona de Fusin o ZAC
- Bajas Temperaturas
190 C
H
H
H H H
H
H
2
H
2
H
2
TEORIA DEL FISURAMIENTO POR HIDROGENO
Discontinuidad
PREVENCION DE FISURAMIENTO POR H
2
- Retardar Velocidad de Enfriamiento (R)
- Pre / post calentamiento
- Aumentar el tiempo de Difusin del H
2
- Alta energa (Q)*
- Controlar la formacin de Martensita
- Promover Alivio de Tensiones
- Temperatura de Interpase
- Utilizar proceso de Bajo Hidrgeno
- Procesos con Proteccin Gaseosa (He , Ar)
- Electrodos de bajo Hidrgeno
- Utilizar mat. de Aporte ms dctil que el Mat. Base
FISURAMIENTO LAMINAR
Aceros Laminados y en espesores > 25 mm
- DECOHESION producida a lo largo de las lneas de
- De especial formacin en la ZAC de:
Factores que promueven el Fisuramiento Laminar
- Baja ductilidad en Transversal del Mat. Base
- El alto espesor promueve mayores esfuerzos de
- Mala seleccin de procedimiento de ensamblaje
- Fisura Transgranular : entre la Ferrita y la Perlita
laminacin en el Material base
- Formacin inmediata o retardada
(en transversal)
contraccin
FISURAMIENTO LAMINAR
METALURGIA DE LA
SOLDADURA EN ACEROS
INOXIDABLES
SOLDABILIDAD DE ACEROS INOXIDABLES
Propiedades Generales
- Alta resistencia a la oxidacin y a la corrosin
- Buena maquinabilidad
Clasificacin
- Amplia aplicacin industrial
- Gran variedad segn el requerimiento industrial
- Buena Soldabilidad
- Martensticos
- Ferrticos
- Austenticos
- Duplex
- Precipitados
Diagrama de Schaefler
Cr equivalente (%)
4 8 12 16 20 24 28 32 36 40
0
16
12
8
4
24
20
28
N
i
e
q
u
i
v
a
l
e
n
t
e
(
%
)
F+M
M
M+F
M+A
F
D
A
ACEROS INOXIDABLES MARTENSITICOS
Estructura: Martenstica
R
T
: 275.000 psi - HV: 600
En estado Recocido:
Composicin Qumica
R
T
: 40.000 psi - HV: 150
Cr : 11.5% - 18%
Ni : 0.5% - 2.5%
C : 0.1% - 1.2%
- Poseen Resist. Moderada a la Corrosin (< Austenticos)
- Aplicacin: Industria Petrolera, Aeronutica
Petroqumica, Medicina
ACEROS INOXIDABLES MARTENSITICOS
Aleaciones Standarts
TIPO C% Cr% Ni%
403 0.15
11.5 - 13 -
Sold. aceptable
410 0.15
11.5 - 13 -
Ms utlizada (M.A.)
414 0.15
11.5 - 13 1.3 2.5
Sold. aceptable
416 0.15
12 - 14 -
Sold. aceptable
420 0.15
12 - 14 -
Sold. aceptable
422 0.22
11.5 - 13 0.5 - 1
Sold restringida
431 0.20
15 17 1.3 2.5
Sold restringida
440 0.60
16 - 18 -
Sold restringida
ACEROS INOXIDABLES MARTENSITICOS
Soldabilidad
- El acelerado ciclo de calentar/enfriar producido por la
soldadura es equivalente a un temple (Martensita)
- En general su Soldabilidad es restringida :
- Control de la Temperatura
- Pre, interpase y post calentamiento
- Control de Esfuerzos
- Control del Hidrgeno
- Seleccin del Material de Aporte
ACEROS INOXIDABLES MARTENSITICOS
Soldabilidad - Control de la Temperatura
Objetivos:
- Controlar fisuramiento
- Temperatura de Pre-calentamiento
- Temperatura de Interpase
- Temperatura de Post-calentamiento
- Por formacin de Martensita
- Por presencia de Hidrgeno
Control realizable a travs de:
- Energa de proceso
- M
s
se puede calcular segn la composicin qumica
- La T
PRE
se selecciona segn Ms y M
F
M
s
(C)= 540 - (497*C + 6.3*Mn + 36.3*Ni + 10.8*Cr + 46.6*Mo)
M
F
= 100C < M
S
MF > T
PRE
> 200C
- Evitar presencia de Austenita durante la soldadura
- H
2
en Austenita posee Alta Solubilidad/Baja Difusividad
- Promover la evacuacin de H
2
- H
2
en Martensita posee Baja Solubilidad/Alta Difusividad
ACEROS INOXIDABLES MARTENSITICOS
Temperatura de Precalentamiento
* Evitar la presencia de Austenita retenida saturada de H
2
que pueda fisurar al transformarse en Martensita
ACEROS INOXIDABLES MARTENSITICOS
- Temperatura de Inter-pase
- Temperatura mantenida entre los pases de soldadura
- Se debe mantener en los mismos niveles de T
PRE
- Objetivo
- Similares a los de la Temperatura de Precalentamiento
- Alta Energa del proceso proporciona enfriamiento lento
Temperatura de Post-calentamiento
Objetivo:
- Realizar REVENIDO de la Martensita obtenida
- Se Realiza a 400 C < T < 500 C , segn la aleacin,
- La Temp. del cordn debe ser M
F
>T > 100 C
antes del REVENIDO
(mnimo una hora/pulgada de espesor de material)
Energa del proceso
D
u
r
e
z
a
H
R
C
Temperatura (C)
100 200 300 400 500 600 700 800
50
40
30
20
10
0
60
Revenido Aceros Inoxidables Martensticos
Temperatura de
Revenido
440
420
410
Soldabilidad - Control del Hidrgeno
ACEROS INOXIDABLES MARTENSITICOS
- Proteccin Gaseosa (Ar He)
- Control a travs de la Temperatura
- Control a travs del proceso (Bajo Hidrgeno)
- Alta energa en el proceso
- Eliminacin de la fuente de H
2
ACEROS INOXIDABLES MARTENSITICOS
Seleccin del Material de Aporte
- Se realiza tomando en cuenta dos propsitos:
1. Evitar fisuras a costa de la Resistencia Mecnica del
cordn
2. Mantener la Resistencia Mecnica con riesgo de fisuras
Mat. Aporte : Austentico (304, 304L, 309)
Mat. Aporte: SIMILAR al base (Martenstico)
- Control de Esfuerzos
- Para controlar fisuras
- A travs del control de la contraccin (biseles)
M
S
A+F
F+C
A+F+C
T
e
m
p
e
r
a
t
u
r
a
(
C
)
Tiempo
0
700
800
900
1000
300
400
500
600
100
200
Acero Inoxidable 410
10 s 27 h 2.5 h 17 m 100 s
10 C/s
250 C/s
110 C/s
50 C/s
T T T
A
C3
ACEROS INOXIDABLES MARTENSITICOS
- Medidas adicionales de control de Soldabilidad
- Evitar soldar sobre estructura Martenstica
(Poca capacidad de adecuarse a contracciones: fisuras)
- Soldar preferiblemente en estado recocido
ACEROS INOXIDABLES FERRITICOS
Estructura: Ferrtica (desde Fusin a Temp. Ambiente)
Composicin Qumica
Cr : 10.5% - 30%
Ni : 0.2% - 0.5%
C : 0.08% - 0.2%
- Poseen baja ductilidad a bajas temperaturas
- Aplicacin: Industria Petrolera, Petroqumica, alimentos
- Alta resistencia a la corrosin en medios clorados
- Temperatura mxima de servicio: 650 C
- Soldabilidad restringida
ACEROS INOXIDABLES FERRITICOS
Aleaciones
Grupo I
Grupo II
Grupo III
- Mala Soldabilidad: - Formacin Martensita (alto Cr y C)
- Recrecimiento de grano en ZAC
- Mejor Soldabilidad que G-I
- Mas Estabilizadores de Ferrita
- Menos %Cr y %C
- Mejor Soldabilidad que G-I y G-2
- Alta pureza
- Soldabilidad no restringida
ACEROS INOXIDABLES FERRITICOS
Grupo I % C % Cr % Ni
430 0.12 16 18 - Mala Sold
434 0.12 16 18 - Mala Sold
446 0.20 23 - 27 - Mala Sold
Grupo II
405 0.08 12 15 - Sold Acept.
409 0.08 11 12 0.2 Sold Acept.
406 0.06 12 - 14 0.5 Sold Acept.
Grupo III
Al-29-4 0.01 28 30 0.15 Buena Sold.
Shomac 30-2 0.003 30 0.2 Buena Sold.
YUS 190L 0.004 18 0.4 Buena Sold.
Aleaciones
ACEROS INOXIDABLES FERRITICOS
Soldabilidad
- G-I deben soldarse con control de temperatura
- Peligro de Recrecimiento de grano
- G-2 y G-3 deben soldarse en fro
- Tendencia a formar Martensita
- 100% Ferrticos (sin peligro de Martensita)
- Se evita el recrecimiento de granos
* No son sensibles a fisuras por Hidrgeno *
ACEROS INOXIDABLES FERRITICOS
- Otras causas de Agrietamiento
Soldabilidad
- Precipitacin de fase Tetragonal Sigma ()
- A T: 440 C en aleaciones con Cr > 25 %
- Fisuramiento de los 475 C , en aleaciones Cr > 12%
- Precipitacin de fase Cbica Compleja Chi () - Fe
36
Cr
12
- A T: 850 C en aleaciones con Cr > 25 %
- La fase Ferrtica () se disocia
- - Fe
- Deben soldarse en fro para evitar precipitacin de fases
- - Cr (frgil)
ACEROS INOXIDABLES FERRITICOS
Materiales de Aporte
- Como en los Martensticos, el MA puede ser dismil
A fin de evitar la fragilizacin de la soldadura
- Se recomienda MA Austentico (304, 304L, 309)
- Material similar se aplica cuando se requiere mantener
las propiedades anti-corrosivas en el cordn
ACEROS INOXIDABLES AUSTENITICOS
Estructura: Austentica (desde Fusin a Temp. Ambiente)
Composicin Qumica
Cr : 16% - 25%
Ni : 8% - 20%
C : 0.04% - 0.1%
- No endurecen por Tratamiento Trmico de Temple
- Aplicacin: Industria Petrolera, Petroqumica, alimentos
- No magnticos
- Temperatura mxima de servicio: 600 C
- Buena Soldabilidad
SOLDABILIDAD
Alta Sensibilidad al Fisuramiento en caliente
Tipo de solidificacin
Elementos de bajo Pto. Fusin
No sensibles al fisuramiento por Hidrgeno
Propenso a la sensibilizacin (Weld decay)
ACEROS INOXIDABLES AUSTENITICOS
ACEROS INOXIDABLES AUSTENITICOS
Modos de Solidificacin
- Austentica
- Austentica - Ferrtica
- Ferrtica - Austentica
- Ferrtica
El tipo de solidificacin depende de
la relacin % Ni equiv / %Cr -equiv
ACEROS INOXIDABLES AUSTENITICOS
- Solidificacin de tipo Austentica
- Presente al lado izquierdo del Tringulo Eutctico
- La relacin Cr/Ni < 1.5
- Estructura susceptible al fisuramiento (10Cr-20Ni)
- La solidificacin primaria es Austentica y no cambia al
bajar la temperatura
Cromo (%)
Niquel (%)
5 10 15 20 25 30
25 20 15 10 5 0
T
e
m
p
e
r
a
t
u
r
a
(
C
)
1600
1400
1000
800
600
400
1200
200
L
+L
+L+
+L
+
+
+
C0
70% Fe
SOLIDIFICACION AUSTENITICA
ACEROS INOXIDABLES AUSTENITICOS
- Solidificacin de tipo Austentica - Ferrtica
- Atraviesa al Tringulo Eutctico + L + , a la izquierda
- La relacin Cr/Ni ~ 1.5
- La solidificacin primaria es Austentica
- Al completar la solidificacin se forma Ferrita
- A T1 se da una transformacin a 100% Austenita
- La alta velocidad de enfriamiento en la soldadura no
permitir esta transformacin dejando restos de Ferrita
(en condiciones de equilibrio)
Cromo (%)
Niquel (%)
5 10 15 20 25 30
25 20 15 10 5 0
T
e
m
p
e
r
a
t
u
r
a
(
C
)
1600
1400
1000
800
600
400
1200
200
L
+L
+L+
+L
+
+
+
C0
70% Fe
SOLIDIFICACION AUSTENITICA-FERRITICA
T1
ACEROS INOXIDABLES AUSTENITICOS
- Solidificacin de tipo Austentica - Ferrtica
- Atraviesa al Tringulo Eutctico + L + , a la izquierda
- La relacin Cr/Ni ~ 1.5
- La solidificacin primaria es Austentica
- Al completar la solidificacin se forma Ferrita
- A T1 se da una transformacin a 100% Austenita
- La alta velocidad de enfriamiento en la soldadura no
permitir esta transformacin dejando restos de Ferrita
(en condiciones de equilibrio)
ACEROS INOXIDABLES AUSTENITICOS
- Solidificacin de tipo Ferrtica - Austentica
- Atraviesa al Tringulo Eutctico + L + , a la derecha
- La relacin Cr/Ni ~ 1.7
- La solidificacin primaria es Ferrtica
- Al solidificar se forma Ferrita (Ferrita - Austenita)
- A T1 se d una transformacin a 100% Austenita
- La alta velocidad de enfriamiento en la soldadura no
permitir esta transformacin dejando restos de Ferrita
(en condiciones de equilibrio)
Cromo (%)
Niquel (%)
5 10 15 20 25 30
25 20 15 10 5 0
T
e
m
p
e
r
a
t
u
r
a
(
C
)
1600
1400
1000
800
600
400
1200
200
L
+L
+L+
+L
+
+
+
70% Fe
SOLIDIFICACION FERRITICA-AUSTENITICA
T1
C0
Cromo (%)
Niquel (%)
5 10 15 20 25 30
25 20 15 10 5 0
T
e
m
p
e
r
a
t
u
r
a
(
C
)
1600
1400
1000
800
600
400
1200
200
L
+L
+L+
+L
+
+
+
70% Fe
SOLIDIFICACION FERRITICA-AUSTENITICA
T1
C0
T2
ACEROS INOXIDABLES AUSTENITICOS
- Solidificacin de Tipo Ferrtica
- La relacin Cr/Ni ~ 2.0
- La solidificacin primaria es Ferrtica
- La alta velocidad de enfriamiento en la soldadura no
permitir esta transformacin dejando restos de Ferrita
Cromo (%)
Niquel (%)
5 10 15 20 25 30
25 20 15 10 5 0
T
e
m
p
e
r
a
t
u
r
a
(
C
)
1600
1400
1000
800
600
400
1200
200
L
+L
+L+
+L
+
+
+
70% Fe
SOLIDIFICACION FERRITICA
C0
ACEROS INOXIDABLES AUSTENITICOS
La Resistencia al Fisuramiento depende del tipo de solidificacin
- Austentica
- Austentica - Ferrtica
- Ferrtica - Austentica
- Ferrtica
+
_
- Alta solubilidad de P y S en la Ferrita que en Austenita
- Mayor ductilidad a altas temperaturas de la Ferrita
- Menor ndice de Expansin Trmica de la Ferrita
- Menor Intervalo de Solidificacin de la Ferrita
- Debido a :
ACEROS INOXIDABLES AUSTENITICOS
Corrosin Intergranular
- Problema de Soldabilidad tpico en estos aceros
- Se debe a la precipitacin de Cr
23
C
6
- En los lmites de grano del Material
- Ubicado en ZF y ZAC
- Se produce a temp. 400 a 850 C
- SENSIBILIZACION o WELD DECAY
Cr
2
O
3
C
C
Cr
23
C
6
400 C < T < 850 C
Zona libre de Cr
C
C
Formas de Controlarla
Utilizando aceros de Bajo carbono (<0.1%)
Low Carbon Steels (304L - 309L)
ACEROS INOXIDABLES AUSTENITICOS
Corrosin Intergranular
Curvas de Precipitacin de Carburos en Aceros Inoxidables
10 10
2
10
3
10
4
10
5
10
6
10
7
Tiempo (seg)
T
e
m
p
e
r
a
t
u
r
a
(
C
)
900
800
700
600
500
400
300
1000
0.11 %C
0.02 %C
0.08 %C
0.03 %C
0.05 %C
Formas de Controlarla
Utilizando aceros de Bajo carbono (<0.1%)
Low Carbon Steels (304L - 309L)
Baja Energa del Proceso
ACEROS INOXIDABLES AUSTENITICOS
Corrosin Intergranular
E
R
1
~ Q
Formas de Controlarla
Utilizando aceros de Bajo carbono (<0.1%)
Low Carbon Steels (304L - 309L)
Baja Energa del Proceso
Tratamiento Trmico de Disolucin de Carburos
Temp : 1000 - 1100 C / Enfriamiento en agua
ACEROS INOXIDABLES AUSTENITICOS
Corrosin Intergranular
Formas de Controlarla
Utilizando aceros de Bajo carbono (<0.1%
Baja Energa del Proceso
Tratamiento Trmico de Disolucin de Carburos
Utilizar Aleaciones Estabilizadas
Titanio
Niobio
ACEROS INOXIDABLES AUSTENITICOS
Corrosin Intergranular
Efecto de Elementos Estabilizadores
10 10
2
10
3
10
4
10
5
10
6
10
7
Tiempo (seg)
T
e
m
p
e
r
a
t
u
r
a
(
C
)
900
800
700
600
500
400
300
1000
0.11 %C
0.11 %C + A
A:Nb = 8*%C
A:Ti = 4*%C
Diagrama de Schaefler y Dilusin
Cr equivalente (%)
4 8 12 16 20 24 28 32 36 40
0
16
12
8
4
24
20
28
N
i
e
q
u
i
v
a
l
e
n
t
e
(
%
)
F+M
M
M+F
M+A
F
A
B:410
A:304
D:20%
D:80%
Aceros bi-fsicos: Austenticos-Ferrticos (50/50),
siendo la matriz Ferrtica.
Se aprovechan las propiedades de ambas fases
Buena Soldabilidad (A)
Buena ductilidad a bajas temperaturas (A)
Alta Resist. a Picadura en medios clorados (F)
Cr : 20 30 % Ni : 5 10 % C : < 0.03 %
Pueden utilizarse a Temp. de 60 a 300 C
Aceros Inoxidables Duplex
Resistencia a la traccin (hasta 80 ksi)
(> aceros Autenticos y Ferrticos)
Dureza promedio hasta 30 HRC
Exposicin prolongada a altas temperaturas
genera fragilizacin
- Precipitacin de fases (Ricas en Cromo)
en la matriz Ferrtica.
Aceros Inoxidables Duplex
Fe - 23Cr - 4Ni - 0.1N (2304)
Fe - 22Cr - 5.5 Ni - 3 Mo - 0.5 N (2205)
Fe - 25 Cr - 5 Ni - 2.5 Mo - 0.17 N Cu (2505)
Fe - 25 Cr - 7 Ni - 3.5 Mo - 0.25 N - Cu W (2507)
Aceros Inoxidables Duplex
Aleaciones mas Comunes
El proceso de soldadura puede afectar el balance
de la micro-estructura, alterando las propiedades
Su bajo %C permite realizar soldaduras sin riesgo
de precipitacin de Carburos de Cromo.
La presencia de una matriz ferrtica reduce los
riesgos de fisuramiento por presencia de P y S.
La presencia de Estructura Austentica reduce los
riesgos de fisuramiento en fro (H
2
).
Se prefiere soldar con alta energa para garantizar
formacin de austenita por difusin.
Aceros Inoxidables Duplex
Soldabilidad
T: 1050 1100 C (enfriamiento al agua).
Aplicable en procesos con Material de aporte
similar al base.
Para restaurar el balance de las fases (A+F) perdido por el
enfriamiento en la soldadura.
Aceros Inoxidables Duplex
Tratamiento Trmico
ZAC corre el riesgo de engrosamiento de grano
Material de Aporte
Similar al base (Tratamiento Trmico)
Materiales dismiles (Sin Tratamiento Trmico)
Con 2-3% Ni > base, para garantizar el
balance de las fases (A+F)
(Fe - 22Cr - 5.5 Ni - 3 Mo - 0.5 N)
Aceros Inoxidables Duplex
Soldabilidad
Soldabilidad de Fundiciones
- Aleaciones Fe - C - Si ( C: 2.0 a 4.0 % )
- Tipos :
- Blancas ( C en forma de Fe
3
C )
- Grises ( C en forma de Grafito )
- Importante identificarlas ya que el procedimiento de
soldadura es diferente para cada una de ellas
- Maleables ( C en forma de Grafito estrellado)
debido al tratamiento trmico recibido.
L
L +
C (%wt)
0.025 0.8 2.0 4.3
+ L
+
+
+ C
+ C
1538
T (C)
1475 C
1400
1143
912
723
Zona de Fusin
Zona Parcialmente Fundida
ZAC
Metal Base
Zonas del Cordn en Fundiciones Grises
Soldabilidad Fundiciones Grises y Maleables
1. Formacin de Martensita en ZAC
- Control a travs de pre/post calentamiento
T
e
m
p
.
P
r
e
c
a
l
e
n
t
a
m
i
e
n
t
o
(
C
)
Carbono Equivalente (%)
2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5
100
200
300
400
500
600
: AGRIETAMIENTO
Temperature Estructura Resultante
(Valores Aproximados)
25 C Martensita
100 C Martensita + 10 % Perlita
200 C Martensita + 50 % Perlita
300 C Martensita + 80 % Perlita
T > 400 C 100 % Perlita
Efecto de Temp. Precalentamiento / Estructura
2. Formacin de CARBUROS
C Fe C Fe 3
3 ) grafito (
+
- En Zona de Fusin se puede dar la siguiente reaccin:
- Consecuencias:
- Un cordn con estructura diferente al material base
- Un cordn de alta fragilidad
- Un cordn con alta posibilidad de fisuramiento
- Control de la formacin de carburos:
1. Adicin de ELEMENTOS GRAFITISANTES
) grafito ( 3 ) grafito (
C SiFe C Fe 3 Si + + +
) grafito ( 3 ) grafito (
C Ni Fe C Fe 3 Ni + + +
) grafito ( 3 ) grafito (
C P Fe C Fe 3 P + + +
2. Temperatura de Pre/Postcalentamiento
) grafito ( 3
C Fe 3 C Fe +
- Fe
3
C es meta-estable
- Disociable con pre/post calentamiento
- Procedimientos:
S.O.A
- Proceso de enfriamiento lento
- Varillas con alto 3 a 4% C ( compensar la prdida)
- Temperaturas pre/post calentamiento e inter-pase
- Aplicar Fundente
- Llama Reductora
S.E.A
- Proceso de enfriamiento rpido !!
- Electrodos con alto % Ni, Si ( de 50 a 90%)
- Temperaturas pre/post calentamiento e inter-pase
- CC(+) (mayor temperatura)
Aleaciones de Aluminio
- Buena proporcin de Resistencia Mecnica y peso
Principales Propiedades
- Relativa Alta conductividad Trmica y Elctrica
- Buena Resistencia a los ataques corrosivos
- Buena Soldabilidad y Mecanizado
- Alto ndice de Expansin Trmica
- Alta afinidad hacia el Oxgeno (en lquido y slido)
- Alta afinidad hacia el Hidrgeno en estado lquido
- Amplio Rango de solidificacin
Aleaciones de Aluminio
Tratables Trmicamente
No Tratables Trmicamente
Recuperan sus propiedades mecnicas por Trat.Trm.
Recuperan sus prop. mecnicas por Deformacin Mecnica
2XXX AlCu / Al-Cu-Mg / Al-Cu-Li
6XXX AlMg-Si
7XXX Al-Zn / Al-Zn-Mg / Al-Zn-Mg-Cu
8XXX Al-Li-Cu-Mg
1XXX 99% Al
3XXX Al-Mn
4XXX Al-Mg
5XXX Al-Fe / Al-Fe-Ni
Aleaciones de Aluminio
Tratables Trmicamente
El Trat. Trmi. consiste en la disolucin Slida de elementos
seguido de un envejecimiento (natural o artificial)
Este procese requiere la adiccin de elementos con:
- Elevada solubilidad en Al a altas temperaturas
- Limitada solubilidad en Al a bajas temperaturas
Aleaciones de Aluminio
Tratables Trmicamente
- En el caso del Cu, las fases que se precipitan son:
Solucin Slida GP1 GP2
GP: Zonas de Guinier-Preston (CuAl
2
)
Precipitados coherentes con el Al que proporcionan la alta
Resistencia Mecnica
Sobre-envejecimiento
Al excederse la Temperatura o el Tiempo del
Envejecimiento Artificial , la zonas GP son reemplazadas
por precipitados no-coherentes lo que produce una
cada de la Resistencia Mecnica
Degradacin de la ZAC en Aleaciones de Aluminio
- Causado por la Disolucin o el Crecimiento de precipitados
dependiendo de la aleacin, como consecuencia de la alta
temperatura en esa zona
- Produce una cada de la Resistencia Mecnica en ZAC
- Solo en aleaciones Tratables Trmicamente se puede
recuperar la resistencia mecnica por tratamiento de
disolucin y envejecimiento
T
e
m
p
e
r
a
t
u
r
a
C
Cu (%)
Temp. de solucin slida
Temp. de Precipitacin
4%
Al + CuAl
2
400
1300
0
600
Al
Al + Liq
Liquido
Tratamiento Trmico de Aleaciones de Al
GP1
GP2
190 C
130 C
R
e
s
i
s
t
e
n
c
i
a
M
e
c
n
i
c
a
0.01 0.1 1.0 10 100 1000
Tiempo de Envejecimiento (dias)
GP1
Sobre envejecimiento de Aleaciones de Al
T
e
m
p
e
r
a
t
u
r
a
C
Cu (%)
Al + CuAl
2
400
1300
0
600
Al
Al + Liq
Lquido
Degradacin de ZAC de Aleaciones de Al
GP
0 0.5 1.0 1.5 2.0 2.5 3.0
Distancia del borde del Cordn (mm)
D
u
r
e
z
a
(
R
c
)
60
70
80
90
100
110
Degradacin de ZAC de Aleaciones de Aluminio
6061- STT
6061- TT
0 Recocido
T1 Enfriado desde una temp. elevada
Y envejecido naturalmente
T2 Enfriado desde una temp. elevada
Deformado en fro y envejecido natural
T3 Solucin Slida, deformado en fro y envejecido
natural
T4 Solucin Slida y envejecido natural
T5 Enfriado desde una temp. elevada
Y envejecido artificial
T6 Solucin Slida y envejecido artificial
T7 Solucin Slida y sobre-envejecido
T8 Solucin Slida, deformado en fro y envejecido
artificial
T9 Solucin Slida, envejecido artificial y
deformado en fro
T10 Enfriado desde una temp. elevada
Deformado en fro y envejecido artificial
Nomenclatura de Tratamientos Trmicos de Aleaciones de Al
Soldabilidad de Aleaciones de Aluminio
Sensibilidad al Agrietamiento
- Producto de:
- Amplio Intervalo de Solidificacin
- Alto Indice de Expansin Trmica
- Presencia de Elementos Aleantes
- Fisuramiento el solidificar
- Fisuramiento por Licuacin Constitucional
- En Zona de Fusin
- Influenciado por: - Velocidad de Enfriamiento
- Elementos de Bajo Pto. de Fusin
1 2 3 4 5 6 7 8 9
Elementos (Wt%)
S
e
n
s
i
b
i
l
i
d
a
d
R
e
l
a
t
i
v
a
a
l
F
i
s
u
r
a
m
i
e
n
t
o
Al-Li
Al-Cu
Al-Mg
Al-Si
Sensibilidad al Fisuramiento Aleaciones de Aluminio
GRACIAS POR SU ATENCION
You might also like
- Catalogo de BridasDocument1 pageCatalogo de BridasPeter RodriguezNo ratings yet
- VTDocument2 pagesVTupedro26No ratings yet
- ESA+FSA Guia - Juntas y Bridas - EspanolDocument54 pagesESA+FSA Guia - Juntas y Bridas - EspanolunfalsoimpostorNo ratings yet
- Catalogo de BridasDocument1 pageCatalogo de BridasPeter RodriguezNo ratings yet
- Ft-Cal-061 Reporte de Inspeccion Visual Rev. 0Document1 pageFt-Cal-061 Reporte de Inspeccion Visual Rev. 0upedro26No ratings yet
- Tabla de CodosDocument10 pagesTabla de CodosGerald Vargas100% (7)
- Requisitos RVP menos deDocument2 pagesRequisitos RVP menos deInes OrtizNo ratings yet
- Analisis de PrecioDocument2 pagesAnalisis de Precioupedro26No ratings yet
- 07 Boletin Mxga No.07 Impuestos - ABC para Vender Dolares en BancosDocument1 page07 Boletin Mxga No.07 Impuestos - ABC para Vender Dolares en Bancosupedro26No ratings yet
- Cursos de Ingenieria 2012 - RoDocument2 pagesCursos de Ingenieria 2012 - Roupedro26No ratings yet
- Visual RemotaDocument2 pagesVisual Remotaupedro26No ratings yet
- 3 Defectos e ImperfeccionesDocument4 pages3 Defectos e ImperfeccionesluchopaivaNo ratings yet
- Calendario Diciembre Marzo 2013Document1 pageCalendario Diciembre Marzo 2013upedro26No ratings yet
- Cat ElectrodosDocument94 pagesCat Electrodososopaco2010100% (4)
- Almacenaje ElectrodosDocument2 pagesAlmacenaje Electrodosupedro26No ratings yet
- 02 Instructivo Basico para Iniciar ImagejDocument9 pages02 Instructivo Basico para Iniciar Imagejupedro26No ratings yet
- Simbolos de Soldadura1Document27 pagesSimbolos de Soldadura1Luis GonzálezNo ratings yet
- Discurso de Luis Henry MolinaDocument11 pagesDiscurso de Luis Henry MolinaDiario LibreNo ratings yet
- IntroduccionDocument3 pagesIntroduccionElmer Jossue Caucha SondorNo ratings yet
- Miasmas HomeopáticosDocument3 pagesMiasmas Homeopáticosnachos_510% (1)
- Adaptación Del Inventario de Problemas Conductuales y Destrezas Sociales en Niños Escolares de Una Zona Urbano Marginal de Lima. - PsiquiatriaDocument9 pagesAdaptación Del Inventario de Problemas Conductuales y Destrezas Sociales en Niños Escolares de Una Zona Urbano Marginal de Lima. - PsiquiatriaRosemary Fernández RodríguezNo ratings yet
- Complejidad y Psicologia Social de Las OrganizacionesDocument6 pagesComplejidad y Psicologia Social de Las OrganizacionesJorge ValenciaNo ratings yet
- Ventajas y Desventajas Del To Lateral y ContingenteDocument6 pagesVentajas y Desventajas Del To Lateral y ContingenteeusebiobloodyroarNo ratings yet
- MONOGRAFIADocument16 pagesMONOGRAFIAE Pilar Rojas FernandezNo ratings yet
- Factores Hormonales Que Estimulan La EspermatogenesisDocument4 pagesFactores Hormonales Que Estimulan La EspermatogenesisCarmen Fraga GarzonNo ratings yet
- Unidad II. El Desarrollo Humano y La Educación Infantil - Análisis VideosDocument3 pagesUnidad II. El Desarrollo Humano y La Educación Infantil - Análisis VideosmarycfNo ratings yet
- PROPIEDAD Y DESALOJODocument10 pagesPROPIEDAD Y DESALOJODavids QVNo ratings yet
- Carbohidratos: clasificación, estructura y funcionesDocument132 pagesCarbohidratos: clasificación, estructura y funcionesFernando Garcia MendozaNo ratings yet
- Documentacion de Proyecto de Ingenieria de Software (Ejemplo)Document49 pagesDocumentacion de Proyecto de Ingenieria de Software (Ejemplo)Franklin Monreal95% (22)
- Actividad Adicional m6Document4 pagesActividad Adicional m6Catalina Altamar CuervoNo ratings yet
- Cartelera Boletodos Abril PDFDocument38 pagesCartelera Boletodos Abril PDFDaniel GuerreroNo ratings yet
- Platon y La EstèticaDocument29 pagesPlaton y La EstèticaAndrés PérezNo ratings yet
- Unidad V Direccion 2014Document41 pagesUnidad V Direccion 2014Itzel GarciaNo ratings yet
- Monografia Tanatologia ForenseDocument13 pagesMonografia Tanatologia ForenseJHUSARA ESTHER BENDEZ� ROSARIONo ratings yet
- Carta AbiertaDocument3 pagesCarta AbiertaLizetth PerezNo ratings yet
- Estados de ShokDocument12 pagesEstados de ShokRoach SkarNo ratings yet
- Soluciones ElectrolíticasDocument22 pagesSoluciones ElectrolíticasKevin JosueNo ratings yet
- Matrices y SubsidiariasDocument26 pagesMatrices y SubsidiariasCARMENHP1978No ratings yet
- Objetivo 3 - Ejercicios Funcion AfinDocument10 pagesObjetivo 3 - Ejercicios Funcion AfinOmar OrteganoNo ratings yet
- PAE Clinica Internacional SOPDocument14 pagesPAE Clinica Internacional SOPetetgewtewNo ratings yet
- Elementos EstratégicosDocument4 pagesElementos EstratégicosDante Soberon OrtizNo ratings yet
- Esquema de Analisis de ObraDocument2 pagesEsquema de Analisis de ObrakaritoNo ratings yet
- Embajadores Derribando Argumentos.Document2 pagesEmbajadores Derribando Argumentos.Joel AlvaradoNo ratings yet
- La ComadrejaDocument5 pagesLa ComadrejaadalbertoNo ratings yet
- La LecitinaDocument6 pagesLa LecitinaSOphy PanqeqitoNo ratings yet
- tp1-calificacion-95Document5 pagestp1-calificacion-95SanNo ratings yet
- EstimaciónSWDocument22 pagesEstimaciónSWGustavo LemosNo ratings yet