You might also like
- Water Jet CuttingDocument30 pagesWater Jet CuttingDipankar Das0% (1)
- Design of Keys and CouplingsDocument37 pagesDesign of Keys and Couplingskeval patelNo ratings yet
- Design of Machine Element ProblemsDocument2 pagesDesign of Machine Element Problemsmaxpayne5550% (1)
- Thermal and Waterjet Cutting Processes PDFDocument5 pagesThermal and Waterjet Cutting Processes PDFdramiltNo ratings yet
- Gearabc BDocument40 pagesGearabc Bvadi100% (1)
- Design and Fabrication of a Hammering and Grinding MachineDocument16 pagesDesign and Fabrication of a Hammering and Grinding MachineViswaragavan.NNo ratings yet
- SKF Linear BushDocument60 pagesSKF Linear BushAwdhesh Singh Bhadoriya100% (1)
- Heat and Mass TransferDocument2 pagesHeat and Mass Transfersadashiva120% (1)
- ThesisDocument18 pagesThesisTibebu MerideNo ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- Plasma Arc MachiningDocument18 pagesPlasma Arc MachiningStephen WeiNo ratings yet
- Abrasive Jet MachiningDocument37 pagesAbrasive Jet MachiningPola Vamsi RahulNo ratings yet
- Gear and Gear TrainDocument21 pagesGear and Gear Trainm_er100No ratings yet
- Rake Angle Effects on Cutting ToolsDocument21 pagesRake Angle Effects on Cutting Toolsrana__singhNo ratings yet
- Design of SpindleDocument36 pagesDesign of SpindleAMIT SOLANKI0% (1)
- Waterjet Machining Seminar PresentationDocument26 pagesWaterjet Machining Seminar PresentationMohammed Bin JafarullahNo ratings yet
- Internship Experience at Peenya Fine Comp Pvt LtdDocument22 pagesInternship Experience at Peenya Fine Comp Pvt LtdMohammed imran100% (1)
- Pneumatic Based Punching MachineDocument45 pagesPneumatic Based Punching Machineraja100% (3)
- 4363 111 Machine Design IDocument6 pages4363 111 Machine Design Iyogesh_b_k100% (2)
- Lathe DesignDocument11 pagesLathe DesignShiyas Basheer0% (1)
- Fundamentals of Tool DesignDocument6 pagesFundamentals of Tool DesignAndi Nak SriwijayaNo ratings yet
- Screw Jack Mechanism and Types in 40 CharactersDocument14 pagesScrew Jack Mechanism and Types in 40 CharactersfadyaNo ratings yet
- Technical Reference OverviewDocument17 pagesTechnical Reference OverviewHery Vázquez JiménezNo ratings yet
- Ug BKMDocument161 pagesUg BKMmaddy_scribdNo ratings yet
- Design and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS WorkbenchDocument27 pagesDesign and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS Workbenchamu100% (1)
- 31 Screw Threads and Gear Manufacturing MethodsDocument17 pages31 Screw Threads and Gear Manufacturing MethodsPRASAD326100% (8)
- THK Ball Screw En16Document382 pagesTHK Ball Screw En16Bonell Antonio Martinez Vegas100% (1)
- An overview of gear manufacturing processes and materialsDocument89 pagesAn overview of gear manufacturing processes and materialsRamalingam AlagarajaNo ratings yet
- Design and Fabrication of Cycloidal Gear Box: A Project Report OnDocument25 pagesDesign and Fabrication of Cycloidal Gear Box: A Project Report OnAjay NishadNo ratings yet
- Theory of Machine and MechanismsDocument149 pagesTheory of Machine and MechanismsAldo Ruíz Luna60% (5)
- Machine Design NotesDocument349 pagesMachine Design NotesAkshay More100% (1)
- 7.shafts and Shaft ComponentsDocument90 pages7.shafts and Shaft ComponentsAekkasit SenaartNo ratings yet
- Tool DesignDocument29 pagesTool DesignPavan TejaNo ratings yet
- V-Belt Desing Manual RMADocument106 pagesV-Belt Desing Manual RMAhayaaaaNo ratings yet
- Design and Fabrication of Pneumatic Sheet Metal Cutting MachineDocument38 pagesDesign and Fabrication of Pneumatic Sheet Metal Cutting MachineSiva ForeviewNo ratings yet
- Projeect PPT-1Document28 pagesProjeect PPT-1Shubham PawarNo ratings yet
- Exercise (3) : M Tonne - Determine The Position and Value of TheDocument1 pageExercise (3) : M Tonne - Determine The Position and Value of TheAhmedTahaNo ratings yet
- Fundamentals of Metal FormingDocument9 pagesFundamentals of Metal FormingGeorge CamachoNo ratings yet
- 30 Super Finishing ProcessesDocument14 pages30 Super Finishing ProcessesPRASAD326100% (5)
- Flow Forming PresentatiionDocument25 pagesFlow Forming PresentatiionSrinivas Ds50% (6)
- Creep of Metals 2009Document35 pagesCreep of Metals 2009Wisdom Patrick EnangNo ratings yet
- Basic Mechanical EngineeringDocument1 pageBasic Mechanical EngineeringKailas Sree ChandranNo ratings yet
- Multi Spindle Drilling MachineDocument4 pagesMulti Spindle Drilling Machinejohn2292No ratings yet
- Shaper and PlannerDocument33 pagesShaper and PlannerCody Lee100% (1)
- Hot MachiningDocument144 pagesHot MachiningsureshkumarNo ratings yet
- Copy Milling MachineDocument77 pagesCopy Milling MachineAkshay Shinde25% (4)
- Design of Piercing and PunchingDocument41 pagesDesign of Piercing and Punchingjacky hansdahNo ratings yet
- Thomson Ball Screws PDFDocument240 pagesThomson Ball Screws PDFBharat KumarNo ratings yet
- WJM Awjm AjmDocument106 pagesWJM Awjm AjmDipen KNo ratings yet
- Abrasive Water Jet MachiningDocument23 pagesAbrasive Water Jet MachiningMedal AnkhNo ratings yet
- Water Jet Cutting Process Explained in 40 CharactersDocument12 pagesWater Jet Cutting Process Explained in 40 CharactersRamu AmaraNo ratings yet
- Abrasivewaterjetmachining 131205140847 Phpapp021 PDFDocument41 pagesAbrasivewaterjetmachining 131205140847 Phpapp021 PDFMedal AnkhNo ratings yet
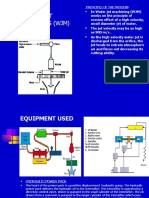
- Water Jet Machining (WJM) : Principle of The ProcessDocument30 pagesWater Jet Machining (WJM) : Principle of The ProcessMr Yasin Mech StaffNo ratings yet
- Mechanics of Machining ProcessesDocument38 pagesMechanics of Machining ProcessesYash KalaNo ratings yet
- AWJMDocument43 pagesAWJMgajendra2010No ratings yet
- Unit 2 1Document40 pagesUnit 2 1Dare DevilNo ratings yet
- DUMKAL Institute's Advanced Manufacturing Technology Subject explores Water Jet MachiningDocument7 pagesDUMKAL Institute's Advanced Manufacturing Technology Subject explores Water Jet MachiningabcNo ratings yet
- Abrasive Water Jet MachiningDocument9 pagesAbrasive Water Jet Machining20q91a0330mechNo ratings yet
- Lab Session: 5 Experiment No:5 5.1 TitleDocument12 pagesLab Session: 5 Experiment No:5 5.1 TitleSyed Shahzaib AliNo ratings yet
- Water Jet Machining Lec 4Document42 pagesWater Jet Machining Lec 4Nandam HarshithNo ratings yet
- Applied Acoustics: Mei Li, Xueyong Liu, Xu LiuDocument5 pagesApplied Acoustics: Mei Li, Xueyong Liu, Xu Liu1AdityaPathania1No ratings yet
- 1 s2.0 S0010482511000618 MainDocument9 pages1 s2.0 S0010482511000618 Main1AdityaPathania1No ratings yet
- Efficient ECG compression using filter banksDocument11 pagesEfficient ECG compression using filter banksPolaniaCabreraNo ratings yet
- International Journal of The Cardiovascular Academy: Ambika Annavarapu, Padmavathi KoraDocument4 pagesInternational Journal of The Cardiovascular Academy: Ambika Annavarapu, Padmavathi Kora1AdityaPathania1No ratings yet
- Provisional Certificate for B.E. Mechanical Engineering StudentDocument1 pageProvisional Certificate for B.E. Mechanical Engineering Student1AdityaPathania1No ratings yet
- International Journal of PsychophysiologyDocument10 pagesInternational Journal of Psychophysiology1AdityaPathania1No ratings yet
- Neural Networks: MATLABDocument91 pagesNeural Networks: MATLABlaerciomosNo ratings yet
- Expert Systems With Applications: M. Zavar, S. Rahati, M.-R. Akbarzadeh-T, H. GhasemifardDocument8 pagesExpert Systems With Applications: M. Zavar, S. Rahati, M.-R. Akbarzadeh-T, H. Ghasemifard1AdityaPathania1No ratings yet
- Entropy-Based Algorithms in The Analysis of Biomedical SignalsDocument12 pagesEntropy-Based Algorithms in The Analysis of Biomedical Signals1AdityaPathania1No ratings yet
- International Journal of PsychophysiologyDocument10 pagesInternational Journal of Psychophysiology1AdityaPathania1No ratings yet
- Application of Wavelets To Gearbox Vibration Signa 1996 Journal of Sound andDocument13 pagesApplication of Wavelets To Gearbox Vibration Signa 1996 Journal of Sound and1AdityaPathania1No ratings yet
- Memory Improvement TechniqueDocument2 pagesMemory Improvement Technique1AdityaPathania1No ratings yet
- Entropy-Based Algorithm To Detect Life Threatening CardiacDocument10 pagesEntropy-Based Algorithm To Detect Life Threatening Cardiac1AdityaPathania1No ratings yet
- Rti Marathi 1Document37 pagesRti Marathi 11AdityaPathania1No ratings yet
- IES Syllabus For Mechanical Engineering ME PDFDocument3 pagesIES Syllabus For Mechanical Engineering ME PDFvenuNo ratings yet
- Cil Syllabus PDFDocument3 pagesCil Syllabus PDFPranaya NahakNo ratings yet
- AdityaPathania CO11102Document1 pageAdityaPathania CO111021AdityaPathania1No ratings yet
- DeclarationDocument1 pageDeclaration1AdityaPathania1No ratings yet
- Project ReportDocument3 pagesProject Report1AdityaPathania1No ratings yet
- 1 s2.0 S0016236110005818 MainDocument7 pages1 s2.0 S0016236110005818 Main1AdityaPathania1No ratings yet
- LicenseDocument6 pagesLicensemerrysun22No ratings yet
- Plot SignalsDocument1 pagePlot Signals1AdityaPathania1No ratings yet
- 1 s2.0 S1359431108004845 MainDocument6 pages1 s2.0 S1359431108004845 Main1AdityaPathania1No ratings yet
- WFDB DemoDocument1 pageWFDB Demo1AdityaPathania1No ratings yet
- fx-570 991EX ENDocument46 pagesfx-570 991EX ENEmanuel GabrielNo ratings yet
- Cil Syllabus PDFDocument3 pagesCil Syllabus PDFPranaya NahakNo ratings yet
- 1 s2.0 0016236186901961 MainDocument4 pages1 s2.0 0016236186901961 Main1AdityaPathania1No ratings yet
- Numerical Studies of A Double-Pipe Helical Heat Exchanger: Timothy J. Rennie, Vijaya G.S. RaghavanDocument8 pagesNumerical Studies of A Double-Pipe Helical Heat Exchanger: Timothy J. Rennie, Vijaya G.S. Raghavan1AdityaPathania1No ratings yet
- Submitted To: Dr. S.K.Mohapatra Sr. Professor MED Thapar UniversityDocument12 pagesSubmitted To: Dr. S.K.Mohapatra Sr. Professor MED Thapar University1AdityaPathania1No ratings yet
- Shell and Tube Heat Exchanger DesignDocument3 pagesShell and Tube Heat Exchanger Design1AdityaPathania1No ratings yet
- Napco XP-600 User Guide (Leon Terrace)Document16 pagesNapco XP-600 User Guide (Leon Terrace)Malcolm KeevyNo ratings yet
- Cirsoc Wind LoadDocument1 pageCirsoc Wind LoadTarun VermaNo ratings yet
- HDPE DGNDocument9 pagesHDPE DGNdsdeshpande100% (1)
- Health Status of Rural Women in OdishaDocument10 pagesHealth Status of Rural Women in OdishaEditor IJTSRDNo ratings yet
- Concept and Theories of Social StructureDocument14 pagesConcept and Theories of Social StructurenehaNo ratings yet
- DownloadDocument12 pagesDownloadAdemar Espírito SantoNo ratings yet
- Maintain Training FacilitiesDocument25 pagesMaintain Training FacilitiesLiezelNo ratings yet
- Chapter 1 Computers & You: Computers Are Your Future, 10e (Coyle)Document10 pagesChapter 1 Computers & You: Computers Are Your Future, 10e (Coyle)Tú Nguyễn100% (1)
- Anna Prasana-Vedic Way-1st Feed For A ChildDocument51 pagesAnna Prasana-Vedic Way-1st Feed For A ChildParvathy SubramanianNo ratings yet
- Basic Concepts of ChemistryDocument82 pagesBasic Concepts of ChemistryGowri ShankarNo ratings yet
- Egg LabDocument6 pagesEgg Labapi-540200599No ratings yet
- RPTDocument6 pagesRPTparagkulkarni11No ratings yet
- Static Equilibrium and ElasticityDocument43 pagesStatic Equilibrium and ElasticitysssNo ratings yet
- Master Your TimeDocument55 pagesMaster Your TimeRobinvarshneyNo ratings yet
- 550kVA CaterpillarDocument16 pages550kVA CaterpillarfazalmusaferNo ratings yet
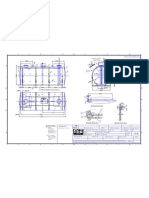
- Saddle Positioning (500m3)Document1 pageSaddle Positioning (500m3)solquihaNo ratings yet
- Foucault Magritte ExchangeDocument17 pagesFoucault Magritte ExchangeafrodabNo ratings yet
- AutoCAD 2013 Fundamental ACU Exam SyllabusDocument1 pageAutoCAD 2013 Fundamental ACU Exam SyllabusSuprapto ToNo ratings yet
- Lecturer Notes of Unit - 3Document59 pagesLecturer Notes of Unit - 3Graba Cada50% (2)
- Speed Dry Mix BrochureDocument12 pagesSpeed Dry Mix BrochureBijaya RaulaNo ratings yet
- Trauma Seventh EditionDocument1 pageTrauma Seventh Editionyehezkiel koepieNo ratings yet
- New Microsoft Office Word DocumentDocument6 pagesNew Microsoft Office Word Documentkhengarsadiya99No ratings yet
- Manual MICOM P220 MotoresDocument410 pagesManual MICOM P220 MotoresGustavo TrilloNo ratings yet
- Module 1 Intro SCMDocument20 pagesModule 1 Intro SCMluz_ma_6No ratings yet
- Illustrating The Relationship Between Humidity and WoodDocument13 pagesIllustrating The Relationship Between Humidity and Woodmoa memNo ratings yet
- Introduction: Need For: MCMT Mapping Course Outcomes Woth Program OutcomesDocument3 pagesIntroduction: Need For: MCMT Mapping Course Outcomes Woth Program OutcomesKalai ArasanNo ratings yet
- PHYSICAL FITNESS SELF-ASSESSMENTDocument33 pagesPHYSICAL FITNESS SELF-ASSESSMENTAnatasukiNo ratings yet
- UPSX Series 1-3kVA CatalogueDocument2 pagesUPSX Series 1-3kVA CatalogueTech KnowNo ratings yet
- CPUDocument7 pagesCPUWerry sudiwijayaNo ratings yet
- Ennore SEZ - English 17.10.17Document2 pagesEnnore SEZ - English 17.10.17Rísês ÃfrözNo ratings yet