You might also like
- Managing To See - S+BDocument9 pagesManaging To See - S+BmokitiNo ratings yet
- SigmaXL Version 8 WorkbookDocument541 pagesSigmaXL Version 8 WorkbookSunnyNo ratings yet
- Toyota Production SystemDocument149 pagesToyota Production SystemJorge Ivan Santos AquinoNo ratings yet
- Apis Iq v6 FeaturelistDocument2 pagesApis Iq v6 Featurelistanon_812830553No ratings yet
- TQM - TRG - A-05 - Control Charts - Rev02 - 20180522Document55 pagesTQM - TRG - A-05 - Control Charts - Rev02 - 20180522SaNo ratings yet
- Shainin Vs Six SigmaDocument4 pagesShainin Vs Six Sigmabaro4518No ratings yet
- Design For Six Sigma - An OverviewDocument50 pagesDesign For Six Sigma - An OverviewDiana BlueseaNo ratings yet
- TWI Bulletin Series ManualDocument128 pagesTWI Bulletin Series ManualZoe WongNo ratings yet
- Fundamentals of FMEA PDFDocument35 pagesFundamentals of FMEA PDFPriatna suheriNo ratings yet
- Shainin Techniques PDFDocument4 pagesShainin Techniques PDFrm_muruganNo ratings yet
- Proplanner PFEP Overview - 092912Document46 pagesProplanner PFEP Overview - 092912Proplanner AsiaNo ratings yet
- SPC Training Material - 18!04!2018Document34 pagesSPC Training Material - 18!04!2018Rajesh KumarNo ratings yet
- Value Stream Mapping: SeriesDocument36 pagesValue Stream Mapping: Seriespradeep1987coolNo ratings yet
- Direction For The Kata WayDocument30 pagesDirection For The Kata WayhydrasearchNo ratings yet
- Internal Auditors Competence Assessment Test-2015: What Is ISO/TS16949:2009?Document4 pagesInternal Auditors Competence Assessment Test-2015: What Is ISO/TS16949:2009?Rohit SoniNo ratings yet
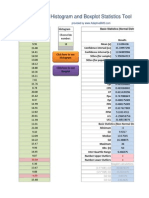
- Histogram Box Plot Statistics AdaptiveBMSDocument13 pagesHistogram Box Plot Statistics AdaptiveBMSashutoshrvNo ratings yet
- DOE TrainingDocument238 pagesDOE TrainingAtul SharmaNo ratings yet
- Warm-Up - Day 2: Place Self Others Team Purpose AgendaDocument85 pagesWarm-Up - Day 2: Place Self Others Team Purpose AgendaSanjeev SharmaNo ratings yet
- FMEA Facilitator Thought-Starter QuestionsDocument5 pagesFMEA Facilitator Thought-Starter QuestionsvikeshmNo ratings yet
- OhbaDocument32 pagesOhbaTonmokNo ratings yet
- TQM TRG A-09 Graphs Rev03 20180603 PDFDocument59 pagesTQM TRG A-09 Graphs Rev03 20180603 PDFpradeep1987coolNo ratings yet
- Advanced Process CapabilityDocument11 pagesAdvanced Process Capabilityjaskaran singhNo ratings yet
- Process Capability TrainingDocument54 pagesProcess Capability TrainingAperez_1990No ratings yet
- 02 - Lean Six Sigma PDFDocument116 pages02 - Lean Six Sigma PDFBalaji SNo ratings yet
- Iso 22400 1 2014Document11 pagesIso 22400 1 2014zhide wangNo ratings yet
- Lean EN 2018Document48 pagesLean EN 2018Karan KarnikNo ratings yet
- Homogeneity of Variance TutorialDocument14 pagesHomogeneity of Variance Tutorialapi-163017967No ratings yet
- Lean Six Sigma Black Belt Outline PDFDocument4 pagesLean Six Sigma Black Belt Outline PDFYo GoldNo ratings yet
- Shain in TaguchiDocument8 pagesShain in TaguchisdvikkiNo ratings yet
- Blue Dart Express LTD.: CompanyDocument5 pagesBlue Dart Express LTD.: CompanygirishrajsNo ratings yet
- Value Stream Mapping Case Study Step by Step ExplainedDocument90 pagesValue Stream Mapping Case Study Step by Step ExplainedOmar RjaibiNo ratings yet
- Lean Training New PDFDocument93 pagesLean Training New PDFRagu RamsinghNo ratings yet
- Understanding Six SigmaDocument147 pagesUnderstanding Six Sigmamanisankar05100% (2)
- Calculate TEEP - Measure Utilization and Capacity - OEEDocument4 pagesCalculate TEEP - Measure Utilization and Capacity - OEEahmed nawaz100% (1)
- 5-Why Analysis and Supporting Template PDFDocument9 pages5-Why Analysis and Supporting Template PDFAsm BurraqNo ratings yet
- Principles of Statistical Analysis - V1Document426 pagesPrinciples of Statistical Analysis - V1Aleksandar TomaševićNo ratings yet
- TWI Union Job Relations Manual PDFDocument129 pagesTWI Union Job Relations Manual PDFdawud.dNo ratings yet
- 14 Variable Sampling Plan - StudentDocument17 pages14 Variable Sampling Plan - Studentsoonvy100% (1)
- Maintenance Engineering (Che-405) : Total Productive Maintenance (TPM)Document22 pagesMaintenance Engineering (Che-405) : Total Productive Maintenance (TPM)Hajra AamirNo ratings yet
- Optimizing Purchasing Processes Saves 1 MillionDocument4 pagesOptimizing Purchasing Processes Saves 1 MillionMargara PerezNo ratings yet
- Lean Production: Week 4: StandardizationDocument34 pagesLean Production: Week 4: StandardizationQuynh Chau TranNo ratings yet
- Standardization Basics-24 Jul 09Document11 pagesStandardization Basics-24 Jul 09Dilfaraz KalawatNo ratings yet
- STEP1MANDocument101 pagesSTEP1MANRPM28XI100% (1)
- Green Belt Course ManualDocument34 pagesGreen Belt Course ManualKaranShinde100% (1)
- How To Use Minitab 1 BasicsDocument28 pagesHow To Use Minitab 1 Basicsserkan_apayNo ratings yet
- Week 3 Stability 5S TPMDocument66 pagesWeek 3 Stability 5S TPMQuynh Chau TranNo ratings yet
- MODULE 3 Job Instructions (JI)Document33 pagesMODULE 3 Job Instructions (JI)Zaiden John Roquio100% (1)
- Ibm Spss Samplepower: Get The Right Sample Size The First TimeDocument4 pagesIbm Spss Samplepower: Get The Right Sample Size The First TimeAle XanderNo ratings yet
- MiniTab Overview and ExercisesDocument8 pagesMiniTab Overview and ExercisesrrathoreNo ratings yet
- MINITAB TrainingDocument121 pagesMINITAB Trainingsriramc100% (6)
- XLSTAT - Statistical Analysis SoftwareDocument43 pagesXLSTAT - Statistical Analysis SoftwarexlstatNo ratings yet
- Applications of Statistical Software For Data AnalysisDocument5 pagesApplications of Statistical Software For Data AnalysisJunaitha parveenNo ratings yet
- What Is Data? Data Is A Set of Values of Subjects With Respect To Qualitative or Quantitative VariablesDocument10 pagesWhat Is Data? Data Is A Set of Values of Subjects With Respect To Qualitative or Quantitative Variablesvinothkumar441No ratings yet
- Overview Six Sigma PhasesDocument3 pagesOverview Six Sigma Phaseshans_106No ratings yet
- Applications of Statistical Software For Data AnalysisDocument5 pagesApplications of Statistical Software For Data AnalysisNirmal Kumar K75% (4)
- MinitabDocument26 pagesMinitabgpuonline75% (8)
- Statistical Process Control Chart v1.03Document2 pagesStatistical Process Control Chart v1.03Gustavo D.B.No ratings yet
- Immunity Question Paper For A Level BiologyDocument2 pagesImmunity Question Paper For A Level BiologyJansi Angel100% (1)
- COK - Training PlanDocument22 pagesCOK - Training PlanralphNo ratings yet
- VRPIN 01843 PsychiatricReportDrivers 1112 WEBDocument2 pagesVRPIN 01843 PsychiatricReportDrivers 1112 WEBeverlord123No ratings yet
- ADocument54 pagesActyvteNo ratings yet
- Caring For Women Experiencing Breast Engorgement A Case ReportDocument6 pagesCaring For Women Experiencing Breast Engorgement A Case ReportHENINo ratings yet
- Sundar Pichai PDFDocument6 pagesSundar Pichai PDFHimanshi Patle100% (1)
- Crypto Wall Crypto Snipershot OB Strategy - Day Trade SwingDocument29 pagesCrypto Wall Crypto Snipershot OB Strategy - Day Trade SwingArete JinseiNo ratings yet
- Boom-Block Gambit: Redemption'S RiseDocument44 pagesBoom-Block Gambit: Redemption'S RiseNone OfyourbuisnessNo ratings yet
- Lesson 1 3 Transes in Reading in Philippine HistoryDocument17 pagesLesson 1 3 Transes in Reading in Philippine HistoryNAPHTALI WILLIAMS GONo ratings yet
- Carnegie Mellon Thesis RepositoryDocument4 pagesCarnegie Mellon Thesis Repositoryalisonreedphoenix100% (2)
- 8 A - 1615864446 - 1605148379 - 1579835163 - Topic - 8.A.EffectiveSchoolsDocument9 pages8 A - 1615864446 - 1605148379 - 1579835163 - Topic - 8.A.EffectiveSchoolsYasodhara ArawwawelaNo ratings yet
- Hele Grade4Document56 pagesHele Grade4Chard Gonzales100% (3)
- FHWA Guidance For Load Rating Evaluation of Gusset Plates in Truss BridgesDocument6 pagesFHWA Guidance For Load Rating Evaluation of Gusset Plates in Truss BridgesPatrick Saint-LouisNo ratings yet
- Smart Door Lock System Using Face RecognitionDocument5 pagesSmart Door Lock System Using Face RecognitionIJRASETPublicationsNo ratings yet
- The Palestinian Centipede Illustrated ExcerptsDocument58 pagesThe Palestinian Centipede Illustrated ExcerptsWael HaidarNo ratings yet
- GPP Calendar of Activities 2022 23 SdoDocument5 pagesGPP Calendar of Activities 2022 23 SdoRomel GarciaNo ratings yet
- NHD Process PaperDocument2 pagesNHD Process Paperapi-203024952100% (1)
- AMICO Bar Grating CatalogDocument57 pagesAMICO Bar Grating CatalogAdnanNo ratings yet
- Sample CVFormat 1Document2 pagesSample CVFormat 1subham.sharmaNo ratings yet
- SubaruDocument7 pagesSubaruclaude terizlaNo ratings yet
- Sap Consultant Cover LetterDocument3 pagesSap Consultant Cover LetterrasgeetsinghNo ratings yet
- Highlights ASME Guides Preheat PWHT IDocument4 pagesHighlights ASME Guides Preheat PWHT IArul Edwin Vijay VincentNo ratings yet
- BiografijaDocument36 pagesBiografijaStjepan ŠkalicNo ratings yet
- Safety Data Sheet SDS For CB-G PG Precision Grout and CB-G MG Multipurpose Grout Documentation ASSET DOC APPROVAL 0536Document4 pagesSafety Data Sheet SDS For CB-G PG Precision Grout and CB-G MG Multipurpose Grout Documentation ASSET DOC APPROVAL 0536BanyuNo ratings yet
- Work Breakdown StructureDocument8 pagesWork Breakdown StructurerenshagullNo ratings yet
- Grade 8 Science - Second GradingDocument5 pagesGrade 8 Science - Second GradingMykelCañete0% (1)
- Project Quality Plan (JFJS-788)Document18 pagesProject Quality Plan (JFJS-788)mominNo ratings yet
- Diogenes Laertius-Book 10 - Epicurus - Tomado de Lives of The Eminent Philosophers (Oxford, 2018) PDFDocument54 pagesDiogenes Laertius-Book 10 - Epicurus - Tomado de Lives of The Eminent Philosophers (Oxford, 2018) PDFAndres Felipe Pineda JaimesNo ratings yet
- Ch-10 Human Eye Notes FinalDocument27 pagesCh-10 Human Eye Notes Finalkilemas494No ratings yet