You might also like
- Accounts ShareDocument23 pagesAccounts ShareBharti GoyalNo ratings yet
- ch09 PDFDocument31 pagesch09 PDFBharti GoyalNo ratings yet
- InvestmentsDocument35 pagesInvestmentsBharti GoyalNo ratings yet
- Bonus and FundingDocument19 pagesBonus and FundingBharti GoyalNo ratings yet
- CH 06Document27 pagesCH 06Bharti GoyalNo ratings yet
- CH 07Document28 pagesCH 07Bharti GoyalNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Introduction to Generators, Protection Schemes, Relays and MaintenanceDocument44 pagesIntroduction to Generators, Protection Schemes, Relays and MaintenancerahulNrana100% (1)
- Solidworks SyllabusDocument7 pagesSolidworks SyllabusArun SubramanianNo ratings yet
- Equipment CapabilitesDocument19 pagesEquipment Capabilitesapi-1975359897% (194)
- P613 HW # 2 Solutions for a 2D Electron GasDocument4 pagesP613 HW # 2 Solutions for a 2D Electron GasRakeshNo ratings yet
- Grove GMK 4080Document6 pagesGrove GMK 4080Deiver BarrazaNo ratings yet
- Earth Gravity and Satellite Orbits CalculationsDocument9 pagesEarth Gravity and Satellite Orbits CalculationsYoobsan Asaffaa FufaaNo ratings yet
- Listado Articulos PVPDocument116 pagesListado Articulos PVPfausto.ca68No ratings yet
- Development and Evaluation - KocabaDocument263 pagesDevelopment and Evaluation - KocabaWRLSNo ratings yet
- Xtract V 3 0 8Document72 pagesXtract V 3 0 8Don Ing Marcos LeónNo ratings yet
- IPE 401-Drive SystemDocument16 pagesIPE 401-Drive SystemElmerNo ratings yet
- KB Rebar BrochureDocument4 pagesKB Rebar BrochureJun Xian Wai100% (1)
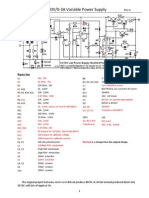
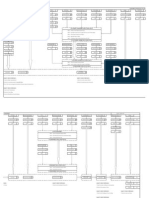
- Modified 0-30V - 0-3A Variable Power Supply - Rev.2Document2 pagesModified 0-30V - 0-3A Variable Power Supply - Rev.2Manuel Cereijo NeiraNo ratings yet
- Cs15 Gas Tank Cleaning Degassing 1997Document12 pagesCs15 Gas Tank Cleaning Degassing 1997kirandevi1981100% (2)
- DTH Equipment - Product - Catalogue - tcm45-3560033 PDFDocument48 pagesDTH Equipment - Product - Catalogue - tcm45-3560033 PDFJALFARORONo ratings yet
- How To Sputter Thin Films of Metal Onto GlassDocument5 pagesHow To Sputter Thin Films of Metal Onto Glassfred_m_48601No ratings yet
- Brandt M FR Btd500blnDocument74 pagesBrandt M FR Btd500blnStéphane JoussetNo ratings yet
- Unit 2: Heat Treatment ProcessesDocument53 pagesUnit 2: Heat Treatment ProcessesAmit KumarNo ratings yet
- ASTM E92-17 Standard Test Methods For Vickers Hardness and Knoop Hardness of Metallic MaterialsDocument27 pagesASTM E92-17 Standard Test Methods For Vickers Hardness and Knoop Hardness of Metallic MaterialsCarlos Pinto Pradilla88% (8)
- Process Level ChartDocument2 pagesProcess Level ChartzaidinNo ratings yet
- Nurul Ain - nurulain@gmail.comDocument32 pagesNurul Ain - nurulain@gmail.comMuhamad FarhanNo ratings yet
- d-Copia3500MF 4500MF 5500MFsmY113351-4Document1,051 pagesd-Copia3500MF 4500MF 5500MFsmY113351-4ctecisbNo ratings yet
- Rectify Binary Plate Efficiency BubblesDocument4 pagesRectify Binary Plate Efficiency BubblesCsaba AndrásNo ratings yet
- Sooad ManualDocument19 pagesSooad ManualRakhiNo ratings yet
- Why and Wherefores of Power System BlackoutsDocument6 pagesWhy and Wherefores of Power System BlackoutsmentongNo ratings yet
- BPUT Colleges ListDocument7 pagesBPUT Colleges ListhirenNo ratings yet
- SYMAP UsersManual E PDFDocument98 pagesSYMAP UsersManual E PDFRafaqatAliNo ratings yet
- Adobe Photoshop: The EditingDocument10 pagesAdobe Photoshop: The EditingMer Cjielo BalloonsNo ratings yet
- multirab ura signaling issuesDocument1 pagemultirab ura signaling issuessha0% (1)
- GEC - Sample Resume For StudentsDocument2 pagesGEC - Sample Resume For StudentsNiketNo ratings yet
- Baja Parts Catalog PX250S Motorcycle VIN Prefix LUAHDocument20 pagesBaja Parts Catalog PX250S Motorcycle VIN Prefix LUAHholycostNo ratings yet