You might also like
- Alloy Wheel ManufacturingDocument21 pagesAlloy Wheel ManufacturingPramodPradhan67% (3)
- Cast Vs ForgedDocument9 pagesCast Vs ForgedSIVANo ratings yet
- Material Science - Selecting Materials and Processing For A Specified ProductDocument12 pagesMaterial Science - Selecting Materials and Processing For A Specified ProductSteven Goddard100% (3)
- Hybrid Ceramic Ball BearingsDocument15 pagesHybrid Ceramic Ball BearingsManish PatilNo ratings yet
- PTR Seminar 1Document14 pagesPTR Seminar 1Rx RxNo ratings yet
- Research Design Analysis of Chassis and Frame Work of e RickshawDocument40 pagesResearch Design Analysis of Chassis and Frame Work of e RickshawBlueBat GamingNo ratings yet
- The Manufacture of Aluminium Alloy WheelsDocument18 pagesThe Manufacture of Aluminium Alloy WheelsGirish Shet67% (3)
- Braking of Ceramic DiscDocument15 pagesBraking of Ceramic DiscTushar GoranaNo ratings yet
- Manufacturing of Automobile Wheel Rims: ME2030-Manufacturing Science-1 SeminarDocument18 pagesManufacturing of Automobile Wheel Rims: ME2030-Manufacturing Science-1 SeminarRonak100% (1)
- VelgDocument5 pagesVelgBastianAzharNo ratings yet
- Crank ShaftDocument65 pagesCrank ShaftWebsoft Tech-HydNo ratings yet
- Brake Drums and RotorsDocument23 pagesBrake Drums and Rotorspgp655484No ratings yet
- Ceramic Disc Brakes: Akshay Kumar K G S5 - Mechanical Roll No: 16Document14 pagesCeramic Disc Brakes: Akshay Kumar K G S5 - Mechanical Roll No: 16AnexmechNo ratings yet
- Roller Bearings DME M046Document22 pagesRoller Bearings DME M046prathamchawla1301No ratings yet
- Power Point Template 3 1Document52 pagesPower Point Template 3 1Red ReidNo ratings yet
- Wheelsandtyres 140430030409 Phpapp01Document21 pagesWheelsandtyres 140430030409 Phpapp01SumanNo ratings yet
- Railway Turning: Re-Turning and New Wheel TurningDocument50 pagesRailway Turning: Re-Turning and New Wheel TurningСтефан ВоденичаровNo ratings yet
- Ceramic Ball BearingDocument22 pagesCeramic Ball Bearingrithesh.kNo ratings yet
- Report On Engine BlocksDocument7 pagesReport On Engine Blocksmanshulakesh59No ratings yet
- Chassis: by Naveen KDocument56 pagesChassis: by Naveen KNaveen KandasamyNo ratings yet
- Aluminum Use in AutomobileDocument20 pagesAluminum Use in Automobilenav_sarNo ratings yet
- Design and Analysis of Alloy Wheel Rim by Using Different MaterialDocument12 pagesDesign and Analysis of Alloy Wheel Rim by Using Different MaterialIJRASETPublicationsNo ratings yet
- Engine Block Manufacturing ProcessDocument12 pagesEngine Block Manufacturing ProcessFadirul Ezwan100% (3)
- Different Types of ChassisDocument8 pagesDifferent Types of ChassisPrabhat PustakeNo ratings yet
- General Catalog en GrindingDocument10 pagesGeneral Catalog en GrindingkarthikNo ratings yet
- Process Making of Car VelgDocument12 pagesProcess Making of Car VelgBastianAzharNo ratings yet
- Fundamentals of Engine Block Design: Harold GaringDocument20 pagesFundamentals of Engine Block Design: Harold Garingharold garing100% (1)
- Santanu PPTDocument11 pagesSantanu PPTASHUTOSH SAHOOLME011 (LME011)No ratings yet
- Electrosil CoatingDocument4 pagesElectrosil Coating69x4100% (1)
- Chasis DesignDocument19 pagesChasis DesignTANMAYNo ratings yet
- Seminar ReportDocument18 pagesSeminar ReportSwami KartikNo ratings yet
- RAYS PresentationDocument17 pagesRAYS PresentationKarol CzerwińskiNo ratings yet
- Characteristics: Wheels Alloy Aluminium Magnesium Heat ConductionDocument4 pagesCharacteristics: Wheels Alloy Aluminium Magnesium Heat ConductionJv CruzeNo ratings yet
- Why SKF? Single Row Cylindrical Roller Bearings: Common ApplicationsDocument2 pagesWhy SKF? Single Row Cylindrical Roller Bearings: Common ApplicationsDebabrata PaulNo ratings yet
- Assignment: Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaDocument10 pagesAssignment: Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaFgj JhgNo ratings yet
- Waleed Ghazal 21911520Document15 pagesWaleed Ghazal 21911520Hade GhanemNo ratings yet
- Irjet V4i6386Document7 pagesIrjet V4i6386MINDWORKZ MECHNo ratings yet
- Harmonic Drive GearingDocument22 pagesHarmonic Drive GearingManoj Kumar SarangiNo ratings yet
- Wheel Hub Design DocumentationDocument4 pagesWheel Hub Design DocumentationPratikRoyNo ratings yet
- Making Materials Matter: Product CatalogueDocument7 pagesMaking Materials Matter: Product Cataloguemustafasenbagci3693No ratings yet
- Presentation On GrindingDocument36 pagesPresentation On GrindingPragyan Agrawal100% (3)
- MM207 Project Gear MaterialsDocument12 pagesMM207 Project Gear MaterialsSaurav RynNo ratings yet
- 18-345 SeminarDocument17 pages18-345 SeminarRoll no.17 Shubham PatelNo ratings yet
- Wheels & Tyres FinalDocument0 pagesWheels & Tyres Finalthisisjinesh0% (1)
- Drilling Bit Introduction and Bit Selection (Part 2)Document32 pagesDrilling Bit Introduction and Bit Selection (Part 2)Ali AlakariNo ratings yet
- Machine Design Gears Part 3 MUY BUENODocument50 pagesMachine Design Gears Part 3 MUY BUENOnapoleonmNo ratings yet
- Cone BitsDocument32 pagesCone Bitsamin peyvandNo ratings yet
- Human Powered Vehicle: M. Haseeb Altaf, M. Saad Awan, M. Hassaan, Osama RehmanDocument17 pagesHuman Powered Vehicle: M. Haseeb Altaf, M. Saad Awan, M. Hassaan, Osama RehmanMuhammad BilalNo ratings yet
- Bearing BasicsDocument69 pagesBearing BasicsHashem Mohamed HashemNo ratings yet
- Ceramic Disc Brakes 1Document23 pagesCeramic Disc Brakes 1Deepak Satpathy100% (2)
- Composite Material For Drive ShaftDocument22 pagesComposite Material For Drive ShaftRavi ParkheNo ratings yet
- Modeling and Fatigue Analysis of Automotive Wheel RimDocument46 pagesModeling and Fatigue Analysis of Automotive Wheel RimKannan SNo ratings yet
- EngleskiDocument9 pagesEngleskiEmina BošnjakovićNo ratings yet
- The Axle Housing For A Skid-Steer Loader: A Design Study in Ductile Cast IronDocument28 pagesThe Axle Housing For A Skid-Steer Loader: A Design Study in Ductile Cast Ironbeibox100% (1)
- Factor Servicio Re Duct OresDocument13 pagesFactor Servicio Re Duct OresVillegas Lopez GermanNo ratings yet
- Aneesh K.K S Production ROLL NO: 503Document23 pagesAneesh K.K S Production ROLL NO: 503Srikanth ReddyNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- How To Mountain Bike: Your Step-By-Step Guide To Mountain BikingFrom EverandHow To Mountain Bike: Your Step-By-Step Guide To Mountain BikingRating: 1 out of 5 stars1/5 (2)
- Process Check Hot ShopDocument12 pagesProcess Check Hot ShopSumeet RatheeNo ratings yet
- Packing StandardDocument1 pagePacking StandardSumeet RatheeNo ratings yet
- Drilling DepthDocument2 pagesDrilling DepthSumeet RatheeNo ratings yet
- New Product Development Plan - Iym 21C: Activities Nov. 17 Dec ' 17Document1 pageNew Product Development Plan - Iym 21C: Activities Nov. 17 Dec ' 17Sumeet RatheeNo ratings yet
- Honda Disc 83521-BDocument7 pagesHonda Disc 83521-BSumeet RatheeNo ratings yet
- 2005 Sample Annual Meeting Speech For CEODocument3 pages2005 Sample Annual Meeting Speech For CEOShekhar MohadikarNo ratings yet
- Mom 22.9.16Document1 pageMom 22.9.16Sumeet RatheeNo ratings yet
- 2017 Years Technology Department Objective: Target JanuaryDocument2 pages2017 Years Technology Department Objective: Target JanuarySumeet RatheeNo ratings yet
- Modalloy : Product Datasheet Non Ferrous Metal TreatmentDocument4 pagesModalloy : Product Datasheet Non Ferrous Metal TreatmentSumeet Rathee0% (1)
- Jane Cartwright: Project EngineerDocument2 pagesJane Cartwright: Project Engineerdoan80No ratings yet
- Ge1 Audit Plan Aug 2017Document10 pagesGe1 Audit Plan Aug 2017Sumeet RatheeNo ratings yet
- IQA IATF ChecksheetDocument37 pagesIQA IATF ChecksheetSumeet Rathee100% (5)
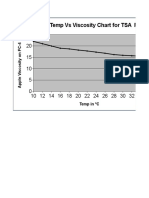
- Temp Vs VisDocument2 pagesTemp Vs VisSumeet RatheeNo ratings yet
- Invoice 2571657515Document1 pageInvoice 2571657515Sumeet RatheeNo ratings yet
- Nehjfwf Dfjhkfoc - 2hjkfjDocument1 pageNehjfwf Dfjhkfoc - 2hjkfjSumeet RatheeNo ratings yet
- 322348640 (2)Document3 pages322348640 (2)Sumeet RatheeNo ratings yet
- Ge1 Audit Plan Aug 2017Document10 pagesGe1 Audit Plan Aug 2017Sumeet RatheeNo ratings yet
- Lec 36Document26 pagesLec 36plachinaNo ratings yet
- lec37DGFGH PDFDocument30 pageslec37DGFGH PDFSumeet RatheeNo ratings yet
- 18 Bold ChevronsDocument2 pages18 Bold ChevronsSumeet RatheeNo ratings yet
- MsaDocument22 pagesMsaSumeet RatheeNo ratings yet
- lec37DGFGH PDFDocument30 pageslec37DGFGH PDFSumeet RatheeNo ratings yet
- Packing Approval SheetDocument2 pagesPacking Approval SheetSumeet RatheeNo ratings yet
- HMCL Supplier PPAP ChecklistDocument6 pagesHMCL Supplier PPAP ChecklistSumeet RatheeNo ratings yet
- Mom With Wenfeng and Lai: Wenfeng Lohia Auto IndDocument3 pagesMom With Wenfeng and Lai: Wenfeng Lohia Auto IndSumeet RatheeNo ratings yet
- Deepak Antil: Curriculum VitaeDocument2 pagesDeepak Antil: Curriculum VitaeSumeet RatheeNo ratings yet
- Temp Vs VisDocument2 pagesTemp Vs VisSumeet RatheeNo ratings yet
- 143 Icon FunDocument1 page143 Icon FunSumeet RatheeNo ratings yet
- Mom With Wenfeng and Lai: Wenfeng Lohia Auto IndDocument3 pagesMom With Wenfeng and Lai: Wenfeng Lohia Auto IndSumeet RatheeNo ratings yet
- VDA6Document229 pagesVDA6Louie_197973% (11)
- RA 7920 Section 33Document1 pageRA 7920 Section 33Renz Emil ReyesNo ratings yet
- Uk Fat 2017Document178 pagesUk Fat 2017Christopher J MillsNo ratings yet
- Watergems - How To Design A Water Distribution SystemDocument3 pagesWatergems - How To Design A Water Distribution SystemhiyogsNo ratings yet
- Data SheetDocument5 pagesData Sheetsongtu2552No ratings yet
- SOM One Linear PDFDocument88 pagesSOM One Linear PDFDinuSkyNo ratings yet
- Pyroelectric Array CameraDocument7 pagesPyroelectric Array Cameraziggie_lenzNo ratings yet
- Curriculum Vitae: Dr.N.PRABHU, M.SC., M.Phil, PH.DDocument6 pagesCurriculum Vitae: Dr.N.PRABHU, M.SC., M.Phil, PH.DPavanNo ratings yet
- Muhammad Akif Naeem Open Ended Lab Signals and SystemDocument20 pagesMuhammad Akif Naeem Open Ended Lab Signals and SystemMuhammad Akif NaeemNo ratings yet
- Tay Township User Fees and Service Charges BylawDocument27 pagesTay Township User Fees and Service Charges BylawMidland_MirrorNo ratings yet
- Dynamic Arrays With The Arraylist Class Chapter Xii TopicsDocument38 pagesDynamic Arrays With The Arraylist Class Chapter Xii TopicsRocket FireNo ratings yet
- A Interview QuestionsDocument363 pagesA Interview QuestionsJaishankar RenganathanNo ratings yet
- PDS HEMPATEX ENAMEL 56360 en-GB PDFDocument2 pagesPDS HEMPATEX ENAMEL 56360 en-GB PDFMohamed ChelfatNo ratings yet
- Lecture 3 - Rainfall Abstraction Computation - Rainfall Abstraction ComputationDocument33 pagesLecture 3 - Rainfall Abstraction Computation - Rainfall Abstraction ComputationNavjotSinghNo ratings yet
- Cramkshaft Main Bearimg InstallDocument5 pagesCramkshaft Main Bearimg InstallNimNo ratings yet
- Weld Fitting Flange Astm SpecsDocument1 pageWeld Fitting Flange Astm SpecsAZU-OKPONo ratings yet
- 92 - Summary of Items Discussed in 4 - 2021 ADF On 13.8.2021Document20 pages92 - Summary of Items Discussed in 4 - 2021 ADF On 13.8.2021trickyggNo ratings yet
- Schlumberger JET Manual 23 Fracturing Pump UnitsDocument68 pagesSchlumberger JET Manual 23 Fracturing Pump UnitsVladyslav67% (3)
- Explosion WeldingDocument22 pagesExplosion WeldingLesther Alexander CorreaNo ratings yet
- OHT Estimates 50000 LtrsDocument59 pagesOHT Estimates 50000 LtrsSandgrouse RajNo ratings yet
- 115 Test Out Study GuideFeb2017Document16 pages115 Test Out Study GuideFeb2017Ashish MalikNo ratings yet
- Dual Draw/Dual Return Fuel System TroubleshootingDocument4 pagesDual Draw/Dual Return Fuel System Troubleshootinginformer techNo ratings yet
- Exploring The Versatility and Utility of ABS Plastic SheetsDocument3 pagesExploring The Versatility and Utility of ABS Plastic SheetsSinghal Industries Pvt LtdNo ratings yet
- Aip Enr 2.1-1 India 1 Aug 2007Document28 pagesAip Enr 2.1-1 India 1 Aug 2007itsrijoNo ratings yet
- Bernette Ramirez Mariano Bernette Ramirez MarianoDocument1 pageBernette Ramirez Mariano Bernette Ramirez Marianomia palacioNo ratings yet
- "Part - I - General Central Services Group B'Document13 pages"Part - I - General Central Services Group B'NarayanaNo ratings yet
- Architecture Concerns of TST and NATO TST ToolDocument9 pagesArchitecture Concerns of TST and NATO TST Tooldorupara718747No ratings yet
- Building Applications in C# - InTLDocument682 pagesBuilding Applications in C# - InTLMustehsan Armaghan Ghouri Magkacgck100% (1)
- AMM - JAT - A318/A319/A320/A321 REV DATE: May 01/2022 Tail Number - MSN - FSN: CC-AWK - 09328 - 102Document5 pagesAMM - JAT - A318/A319/A320/A321 REV DATE: May 01/2022 Tail Number - MSN - FSN: CC-AWK - 09328 - 102Andre SanarNo ratings yet
- Comparison of IEC IP and UL/NEMA TYPE Ratings: ControlsDocument1 pageComparison of IEC IP and UL/NEMA TYPE Ratings: ControlsEdwin LinNo ratings yet
- IEC Systems Manual - SCRDocument102 pagesIEC Systems Manual - SCRgabriel100% (3)