You might also like
- Specimen PreparationDocument2 pagesSpecimen PreparationVunhut LuuNo ratings yet
- 1 s2.0 S0379711207001178 MainDocument10 pages1 s2.0 S0379711207001178 MainVunhut LuuNo ratings yet
- Excel FFTDocument5 pagesExcel FFTKunal MasaniaNo ratings yet
- b00033 PDFDocument14 pagesb00033 PDFou82muchNo ratings yet
- English For Papers Exercises PDFDocument44 pagesEnglish For Papers Exercises PDFVunhut LuuNo ratings yet
- Chemical Changes of Cement at High Temp X Ray DiffractionDocument19 pagesChemical Changes of Cement at High Temp X Ray DiffractionVunhut LuuNo ratings yet
- Comparison ASME KTADocument7 pagesComparison ASME KTAAndres_Pastor1987No ratings yet
- PWR ReactorDocument28 pagesPWR ReactorAlessio ScarabelliNo ratings yet
- English For Papers ExercisesDocument44 pagesEnglish For Papers ExercisesVunhut LuuNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- IGBTDocument22 pagesIGBTumeshgangwar100% (1)
- Evaluating The Effectiveness of Retrofitting An Existing Hospitality Buildingsia in 2010-2014Document8 pagesEvaluating The Effectiveness of Retrofitting An Existing Hospitality Buildingsia in 2010-2014International Journal of Innovative Science and Research TechnologyNo ratings yet
- EMT2-hw4 - SolDocument6 pagesEMT2-hw4 - SolSuper SpecialNo ratings yet
- DC Components Co., LTD.: Rectifier SpecialistsDocument3 pagesDC Components Co., LTD.: Rectifier SpecialistsPICVIONo ratings yet
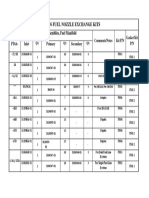
- Pt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldDocument1 pagePt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldBerchNo ratings yet
- Fluid KinematicsDocument49 pagesFluid KinematicsJM Jusay CarabLeNo ratings yet
- Principle Design Solenoid ValvesDocument28 pagesPrinciple Design Solenoid Valveshassan alrokabNo ratings yet
- Three-Phase Induction MotorDocument21 pagesThree-Phase Induction MotorRajeev ValunjkarNo ratings yet
- Chilled Water Pipe Insulation Method StatementDocument2 pagesChilled Water Pipe Insulation Method StatementGündoğdu Akın75% (4)
- Damper mechanism details for Atlas Copco rock drills under 40 charactersDocument27 pagesDamper mechanism details for Atlas Copco rock drills under 40 characterssalvador341100% (2)
- MVDC-Connected Offshore Wind Power Hybrid Resonant ConverterDocument4 pagesMVDC-Connected Offshore Wind Power Hybrid Resonant ConverterBrightworld ProjectsNo ratings yet
- Sungris BrochureDocument8 pagesSungris Brochurechemasi123No ratings yet
- Specialist Water Supply Systems PP-R pipe system Ensure reliabilityDocument16 pagesSpecialist Water Supply Systems PP-R pipe system Ensure reliabilitymabj68No ratings yet
- The Krebs Cycle ExplainedDocument12 pagesThe Krebs Cycle ExplainedHo Man ChanNo ratings yet
- Aircraft Ata ChaptersDocument7 pagesAircraft Ata ChaptersSherif AL-Kammash67% (3)
- 3512TA - 1000kVA - LV - Spec Sheet PDFDocument5 pages3512TA - 1000kVA - LV - Spec Sheet PDFavinash_1229No ratings yet
- Quantum Engine Series: Ower AtingsDocument2 pagesQuantum Engine Series: Ower AtingsAlbertoNo ratings yet
- Two-Phase Flow (Gas-Flow) Line SizingDocument24 pagesTwo-Phase Flow (Gas-Flow) Line SizingvictorvikramNo ratings yet
- CH 1Document13 pagesCH 1badgujar_bandhuNo ratings yet
- JIMMA UNIVERSITY INTERNS' MANUFACTURING EXPERIENCEDocument41 pagesJIMMA UNIVERSITY INTERNS' MANUFACTURING EXPERIENCEAmanuelNo ratings yet
- MeasurementDocument4 pagesMeasurementJemason100% (1)
- Seller'S Disclosure and Condition of Property Addendum (Residential)Document8 pagesSeller'S Disclosure and Condition of Property Addendum (Residential)Barbara BishopNo ratings yet
- Impulse Valve Operator Kit IV.1.09.01Document2 pagesImpulse Valve Operator Kit IV.1.09.01eduardo gonzalezav0% (1)
- FMM Question Set 1Document16 pagesFMM Question Set 1Abhijit KuchbhilikhtaNo ratings yet
- Introduction To Pressure TransducersDocument2 pagesIntroduction To Pressure TransducersTEUKUNo ratings yet
- 2013 Midterm 3Document16 pages2013 Midterm 3billbyoag123No ratings yet
- Quality Policy and Quality ObjectivesDocument2 pagesQuality Policy and Quality ObjectivesrabiulfNo ratings yet
- FMC1278Document132 pagesFMC1278Herick Douglas PereiraNo ratings yet
- Chapter 8 ObjectivesDocument3 pagesChapter 8 ObjectivesdaddlescoopNo ratings yet
- Spe 21970 MSDocument13 pagesSpe 21970 MSasu jaranNo ratings yet