You might also like
- Lecture Chapter 4 Phase Transformation and Metal AlloysDocument79 pagesLecture Chapter 4 Phase Transformation and Metal AlloysWinni TanNo ratings yet
- 4 Welding Metallurgy-3Document20 pages4 Welding Metallurgy-3Defi Rizki MaulianiNo ratings yet
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 pagesEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNo ratings yet
- COLD CRACKING: CAUSES AND PREVENTIONDocument2 pagesCOLD CRACKING: CAUSES AND PREVENTIONfaridshabani100% (1)
- Welding of Tool SteelDocument15 pagesWelding of Tool SteelRonaldo JuniorNo ratings yet
- Physics of WeldingDocument8 pagesPhysics of WeldingAbu SaadNo ratings yet
- Guidelines For Hard Facing Onto SteelsDocument7 pagesGuidelines For Hard Facing Onto SteelsmohamedfirozNo ratings yet
- Engineering Materials and Mettlurgy QBDocument12 pagesEngineering Materials and Mettlurgy QBSaravana KumarNo ratings yet
- Properties of NickelDocument60 pagesProperties of NickelchodekiranNo ratings yet
- Physics of Welding Better VersionDocument3 pagesPhysics of Welding Better VersionKhurram RehmanNo ratings yet
- Recovery Recrystallization Grain GrowthDocument15 pagesRecovery Recrystallization Grain Growthteju1996coolNo ratings yet
- Welding Studies On WB36 For Feed Water PipingDocument17 pagesWelding Studies On WB36 For Feed Water PipingAnonymous gr5Pr9AVNo ratings yet
- Slides - 4Document55 pagesSlides - 4Rahul PandeyNo ratings yet
- Fe-C Phase DiagramDocument34 pagesFe-C Phase DiagramYoung-long Choi100% (1)
- 06-Fatigue and Creep of Materials - F17 PDFDocument23 pages06-Fatigue and Creep of Materials - F17 PDFsabavoonNo ratings yet
- Arc BlowDocument8 pagesArc BlowAnonymous 4e7GNjzGWNo ratings yet
- Welding - Processes, Metallurgy and Defects: Summer 2010Document25 pagesWelding - Processes, Metallurgy and Defects: Summer 2010daemsalNo ratings yet
- CH 14 CarbonandAlloySteelsDocument42 pagesCH 14 CarbonandAlloySteelsdarwin_hua100% (1)
- GuidelinesfortheWeldedFabricationofNickelStainlessSteelsforCorrosionResistantService 11007Document52 pagesGuidelinesfortheWeldedFabricationofNickelStainlessSteelsforCorrosionResistantService 11007Jihwan LeeNo ratings yet
- Accelerated CoolingDocument7 pagesAccelerated CoolingHarikrishnan N SivaprasadNo ratings yet
- Alloy 625 Spec SheetDocument3 pagesAlloy 625 Spec SheetLinnie McleodNo ratings yet
- Welding of 5083 Aluminum AlloyDocument6 pagesWelding of 5083 Aluminum AlloyMario MirićNo ratings yet
- Metallic Materials Sessional Microstructure StudyDocument39 pagesMetallic Materials Sessional Microstructure StudyMuhammedNayeemNo ratings yet
- Porosity in Castings AFS Transactions 2005Document28 pagesPorosity in Castings AFS Transactions 2005jlplazaolaNo ratings yet
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnNo ratings yet
- @standardsharin - ASME STP-NU-044-2011-12Document62 pages@standardsharin - ASME STP-NU-044-2011-12EricNo ratings yet
- Segregation and Banding in SteelDocument2 pagesSegregation and Banding in SteelskluxNo ratings yet
- Effect of Alloying Elements On Steels Rev.BDocument402 pagesEffect of Alloying Elements On Steels Rev.BCharlie Chong100% (23)
- TTT and CCT Continuous Cooling TransformationDocument6 pagesTTT and CCT Continuous Cooling TransformationurcojNo ratings yet
- TTT Curves 1Document101 pagesTTT Curves 1ibrahimNo ratings yet
- Plate Material SpecificationDocument8 pagesPlate Material SpecificationKarthic KeyanNo ratings yet
- Iron Carbon DiagramDocument10 pagesIron Carbon DiagramsivakumarNo ratings yet
- SolidificationDocument10 pagesSolidificationAnonymous RY3dAWN9o100% (1)
- Paper-Creep Life Estimation of T22Document9 pagesPaper-Creep Life Estimation of T22Parmanand RautNo ratings yet
- Steel MakingDocument35 pagesSteel MakingBharichalo007No ratings yet
- SMAW Temper Bead Weld Repair Without GrindingDocument5 pagesSMAW Temper Bead Weld Repair Without Grindinghrh_pogcNo ratings yet
- Welding Metallurgy of Stainless Steels 12363Document12 pagesWelding Metallurgy of Stainless Steels 12363claude.bouillot3566100% (1)
- SA253MA DetailDocument16 pagesSA253MA Detailksquare2001100% (1)
- Electroplating Handbook GuideDocument13 pagesElectroplating Handbook GuideAbeerNo ratings yet
- Selecting Tubing Materials For Power Generation Heat ExchangersDocument20 pagesSelecting Tubing Materials For Power Generation Heat ExchangersPing Apiwat100% (1)
- 86 - The Formation of Panel Cracks in Steel Ingots - A State-Of-The-Art Review - II. Mid-Face and Off-Corner CracksDocument9 pages86 - The Formation of Panel Cracks in Steel Ingots - A State-Of-The-Art Review - II. Mid-Face and Off-Corner CracksdzizicNo ratings yet
- A. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Document288 pagesA. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Graylab Technologies100% (1)
- Liquid Metal EmbrittlementDocument1 pageLiquid Metal EmbrittlementalphadingNo ratings yet
- 5 Iron-Cementite Phase DiagramDocument46 pages5 Iron-Cementite Phase DiagramsmrutiNo ratings yet
- Surface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaDocument8 pagesSurface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaJhonatan GomezNo ratings yet
- Iron Carbon Phase DiagramDocument4 pagesIron Carbon Phase DiagramMizanur RahmanNo ratings yet
- Emm Lab QuestionsDocument9 pagesEmm Lab QuestionsVijai KaladadNo ratings yet
- Advances in Research on the Strength and Fracture of Materials: An OverviewFrom EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinNo ratings yet
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- Welding MetallurgyDocument30 pagesWelding MetallurgySamanthaPereraNo ratings yet
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- METALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipDocument36 pagesMETALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipRobinson PasaribuNo ratings yet
- Welding MetallurgyDocument37 pagesWelding MetallurgyHary adiNo ratings yet
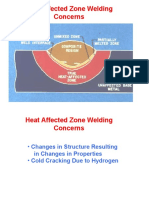
- Heat Affected Zone Welding ConcernsDocument10 pagesHeat Affected Zone Welding ConcernsKirandeep GandhamNo ratings yet
- Welding Metallurgy and Heat Affected Zone PropertiesDocument198 pagesWelding Metallurgy and Heat Affected Zone PropertiesAgil SetyawanNo ratings yet
- Heat Treatment Jominy TestDocument12 pagesHeat Treatment Jominy Testmayur_mechNo ratings yet
- Heat Treatment and The Effect of Welding: Week 2Document44 pagesHeat Treatment and The Effect of Welding: Week 2Arun SundarNo ratings yet
- Boiler Inspection Tips 1Document146 pagesBoiler Inspection Tips 1SenakeNo ratings yet
- Heat Treatment EquipmentDocument40 pagesHeat Treatment EquipmentSenakeNo ratings yet
- 8BS EN 288 3 1992 Welding Procedure Test For Arc Welding of Steel PDFDocument42 pages8BS EN 288 3 1992 Welding Procedure Test For Arc Welding of Steel PDFSenakeNo ratings yet
- Seamless Tubes and Pipes For Power Plants OKDocument12 pagesSeamless Tubes and Pipes For Power Plants OKank_mehraNo ratings yet
- API 510 Final Exam ReviewDocument138 pagesAPI 510 Final Exam ReviewJeganeswaranNo ratings yet
- A5-11 Specification For Nickel and Nickel Alloy Wel - El For SMAW PDFDocument41 pagesA5-11 Specification For Nickel and Nickel Alloy Wel - El For SMAW PDFSenake100% (1)
- Defects AND DiscontinuitiesDocument49 pagesDefects AND DiscontinuitiesMetalAnand ChelliahNo ratings yet
- Electromagnetic Acoustic Transducers For Testing Power Station BoDocument6 pagesElectromagnetic Acoustic Transducers For Testing Power Station BoSenakeNo ratings yet
- A Study of The Fatighu Behaviour of Butt WeldDocument10 pagesA Study of The Fatighu Behaviour of Butt WeldSenakeNo ratings yet
- 08 - Materials Used in Sea Water SystemDocument30 pages08 - Materials Used in Sea Water SystemDucVikingNo ratings yet
- Guide For Welding Ferritic/Austenitic Duplex Stainless Steel Piping and TubingDocument29 pagesGuide For Welding Ferritic/Austenitic Duplex Stainless Steel Piping and Tubingarnoldbatista55100% (2)
- Electromagnatic Acostic Testing PDFDocument20 pagesElectromagnatic Acostic Testing PDFSenakeNo ratings yet
- Mohammed Diab. Inspection Supervisor - Saudi AramcoDocument1 pageMohammed Diab. Inspection Supervisor - Saudi AramcoSenakeNo ratings yet
- Fender Systems Ver 2 42Document84 pagesFender Systems Ver 2 42SenakeNo ratings yet
- Non-Destructive Testing - Image Quality of RadiographsDocument12 pagesNon-Destructive Testing - Image Quality of RadiographsSenakeNo ratings yet
- Type of Welded JointsDocument12 pagesType of Welded JointsSenakeNo ratings yet
- Jonathan Williams - HERA FFS PresentationDocument22 pagesJonathan Williams - HERA FFS PresentationMohamed AlkhiatNo ratings yet
- Welded - Excutive - Summ - National Center For Welder PDFDocument36 pagesWelded - Excutive - Summ - National Center For Welder PDFSenakeNo ratings yet
- Weld DefectsDocument78 pagesWeld DefectsKevin CheungNo ratings yet
- XRF Analyzers and XRD Analyzers - SpecDocument6 pagesXRF Analyzers and XRD Analyzers - SpecSenakeNo ratings yet
- Welding Codes and How They Are UsedDocument5 pagesWelding Codes and How They Are UsedSenakeNo ratings yet
- Nickel Al Bronze Guide Engineers PDFDocument100 pagesNickel Al Bronze Guide Engineers PDFSenakeNo ratings yet
- UT Thickness Gauge 1Document2 pagesUT Thickness Gauge 1SenakeNo ratings yet
- Welding Tips and TricksDocument24 pagesWelding Tips and TricksgullipalliNo ratings yet
- XRF AnalyzerDocument2 pagesXRF AnalyzerSenakeNo ratings yet
- Weld DefectsDocument78 pagesWeld DefectsKevin CheungNo ratings yet
- Steel Can Be Treated by Intense Heat To Give It Different Properties of Hardness and Softness. (Only High Carbon Steel Can Be Hardened and Tempered)Document6 pagesSteel Can Be Treated by Intense Heat To Give It Different Properties of Hardness and Softness. (Only High Carbon Steel Can Be Hardened and Tempered)maxsNo ratings yet
- Welding of Boilers PDFDocument16 pagesWelding of Boilers PDFValentin JonovNo ratings yet
- Use of LFET To Detect and Quantify DepositsDocument8 pagesUse of LFET To Detect and Quantify DepositsSenakeNo ratings yet
- Shielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesDocument48 pagesShielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesspahicdaniloNo ratings yet
- Fatigue Analysis For Helical Compression Spring For Determining Design Alternatives For Enhanced Life and PerformanceDocument9 pagesFatigue Analysis For Helical Compression Spring For Determining Design Alternatives For Enhanced Life and Performancearjun prajapatiNo ratings yet
- Assignment WeldingDocument5 pagesAssignment WeldingBikash ChoudhuriNo ratings yet
- PHASE-EQUILIBRIUM-CORROSIONDocument5 pagesPHASE-EQUILIBRIUM-CORROSIONPrabhanshu PareNo ratings yet
- Rr212305-Chemical and BiothermodynamicsDocument1 pageRr212305-Chemical and BiothermodynamicssivabharathamurthyNo ratings yet
- Desmopan KU 2-8080Document1 pageDesmopan KU 2-8080Shailendra KumarNo ratings yet
- Microstructure and Mechanical Properties of A356 Alloy Castings Made in Sand and Granulated Blast Furnace Slag MouldsDocument7 pagesMicrostructure and Mechanical Properties of A356 Alloy Castings Made in Sand and Granulated Blast Furnace Slag MouldsMadaniNo ratings yet
- New-Generation Aluminum Composite With Bottom Ash Industrial WasteDocument6 pagesNew-Generation Aluminum Composite With Bottom Ash Industrial WasteDrTrinath TalapaneniNo ratings yet
- FlowSolve 110LN PDFDocument1 pageFlowSolve 110LN PDFIrelena RomeroNo ratings yet
- EC6016 Opto Electronic Devices University Question Paper Nov Dec 2017Document2 pagesEC6016 Opto Electronic Devices University Question Paper Nov Dec 2017Dr J. ArunarasiNo ratings yet
- Gen Chem 2 - Lesson 3. Uniques Properties of Water and The Structure of SolidsDocument17 pagesGen Chem 2 - Lesson 3. Uniques Properties of Water and The Structure of Solids.....No ratings yet
- Heat Flux in Jet Fires PDFDocument1 pageHeat Flux in Jet Fires PDFZulfy Shofyul AzmyNo ratings yet
- Determine Hooke's Law Validity for Springs with Different ConstantsDocument3 pagesDetermine Hooke's Law Validity for Springs with Different ConstantsHassan BhinderNo ratings yet
- CEP - Gabelman - Adsorption Basics Part 1Document6 pagesCEP - Gabelman - Adsorption Basics Part 1Nati MolinaNo ratings yet
- Hydraulic Calculations of PipelinesDocument31 pagesHydraulic Calculations of Pipelinesajeish100% (1)
- Project - 1 SJPS D and F Block ElementsDocument72 pagesProject - 1 SJPS D and F Block Elementskritika100% (1)
- Forces of Attraction Unit 1 CAPE Chem (PDF)Document70 pagesForces of Attraction Unit 1 CAPE Chem (PDF)Shadecia Dinnall100% (1)
- Fabric Structures Subjected To Wind and Snow LoadsDocument3 pagesFabric Structures Subjected To Wind and Snow LoadsKhalid Abdel Naser Abdel RahimNo ratings yet
- Bond Dissociation Energies - CRC Handbook of Chemistry and Physics (97th Ed), 2016Document5 pagesBond Dissociation Energies - CRC Handbook of Chemistry and Physics (97th Ed), 2016Ruben RomoNo ratings yet
- A Review Porosity in Aluminum WeldingDocument10 pagesA Review Porosity in Aluminum WeldingBenny TavlovichNo ratings yet
- Polat Et Al-2016-Journal of Applied Polymer ScienceDocument9 pagesPolat Et Al-2016-Journal of Applied Polymer SciencePaulaMussoiCearonNo ratings yet
- Conley Et Al. - 2018 - 2.24 Insulation MaterialsDocument36 pagesConley Et Al. - 2018 - 2.24 Insulation Materialsminsara madtNo ratings yet
- Plinth Beams DesignDocument24 pagesPlinth Beams DesignRathinavel VenkateshwaranNo ratings yet
- Som Unit - 1.2.1 Stepped Bar 3 Regions ProblemDocument2 pagesSom Unit - 1.2.1 Stepped Bar 3 Regions ProblemNagamani ArumugamNo ratings yet
- L-07 (SS) (Ia&c) ( (Ee) Nptel)Document15 pagesL-07 (SS) (Ia&c) ( (Ee) Nptel)Marvin BayanayNo ratings yet
- PPE AssignmentDocument16 pagesPPE AssignmentlibbissujessyNo ratings yet
- Solar Water Heater Using Nano FluidsDocument5 pagesSolar Water Heater Using Nano Fluidssarfraz hussainNo ratings yet
- The Hall Effect-1Document4 pagesThe Hall Effect-1lewyn.socialNo ratings yet
- Asme Section II A Sa-302 Sa-302mDocument4 pagesAsme Section II A Sa-302 Sa-302mAnonymous GhPzn1xNo ratings yet
- Periodic Properties Class 2Document25 pagesPeriodic Properties Class 2akshat.sh2021No ratings yet
- Properties of Construction MaterialsDocument17 pagesProperties of Construction MaterialsYoseph BirruNo ratings yet