You might also like
- ISO-9001:2000 Quality Management Systems: Syed Perwez ZahoorDocument95 pagesISO-9001:2000 Quality Management Systems: Syed Perwez Zahoorwaheed2286No ratings yet
- BKDD00-ME-1L-47-008 - Rev0 TEG Gas Dehydration Unit Specification PDFDocument32 pagesBKDD00-ME-1L-47-008 - Rev0 TEG Gas Dehydration Unit Specification PDFwaheed2286No ratings yet
- ISO 9001 Short1Document32 pagesISO 9001 Short1waheed2286No ratings yet
- A 106 PDFDocument13 pagesA 106 PDFJosueNorrisNo ratings yet
- 508 Access Fullbook Industrial PSM Training Ed. 2.0 January 2014 PDFDocument235 pages508 Access Fullbook Industrial PSM Training Ed. 2.0 January 2014 PDFwaheed2286No ratings yet
- Generator FactsDocument9 pagesGenerator Factsjester772001No ratings yet
- Surface Water Classification and Irrigation Guidelines ReportDocument33 pagesSurface Water Classification and Irrigation Guidelines Reportwaheed2286No ratings yet
- Ar002Document6 pagesAr002thenshanNo ratings yet
- PageFile579 184 2Document4 pagesPageFile579 184 2waheed2286No ratings yet
- Transport Phenomena and Unit Operations - GriskeyDocument458 pagesTransport Phenomena and Unit Operations - Griskeymls333100% (12)
- Water Quality Parameters for Plantation & GardeningDocument1 pageWater Quality Parameters for Plantation & Gardeningwaheed2286No ratings yet
- Motor Operations ManualDocument56 pagesMotor Operations Manualwaheed2286No ratings yet
- Math and Logic Puzzles For PC Enthusiasts TQW - DarksidergDocument140 pagesMath and Logic Puzzles For PC Enthusiasts TQW - Darksidergsonirocks86% (7)
- Membrane Technology and Applications 2nd Edition WILEY 2004Document71 pagesMembrane Technology and Applications 2nd Edition WILEY 2004waheed2286No ratings yet
- First Aid: FM 4-25.11 NTRP 4-02.1 AFMAN 44-163 (I)Document224 pagesFirst Aid: FM 4-25.11 NTRP 4-02.1 AFMAN 44-163 (I)Giuseppe TrovatoNo ratings yet
- Cooling Water Treatment PDFDocument56 pagesCooling Water Treatment PDFwaheed22860% (1)
- 2 Process Hazard AnalysisDocument41 pages2 Process Hazard AnalysisSHANZAY21111111No ratings yet
- Gas Sweetening ProcessesDocument43 pagesGas Sweetening Processesrakesh3487100% (4)
- Ar002 PDFDocument104 pagesAr002 PDFwaheed2286No ratings yet
- Ar002 PDFDocument104 pagesAr002 PDFwaheed2286No ratings yet
- SampleLease PDFDocument3 pagesSampleLease PDFwaheed2286100% (1)
- 1344531092landownersguide PDFDocument52 pages1344531092landownersguide PDFwaheed2286No ratings yet
- AB-Cooling Tower Insp ChklistDocument1 pageAB-Cooling Tower Insp Chklistwaheed2286No ratings yet
- FS Legionella FAQDocument3 pagesFS Legionella FAQwaheed2286No ratings yet
- 1 Basics: Cooling Tower Performance Basic Theory and PracticeDocument4 pages1 Basics: Cooling Tower Performance Basic Theory and Practicewaheed2286No ratings yet
- AB Closed System CleanupDocument2 pagesAB Closed System Cleanupwaheed2286No ratings yet
- Cooling Water Treatment Drew Industrial Division: DescriptionDocument2 pagesCooling Water Treatment Drew Industrial Division: Descriptionwaheed2286No ratings yet
- AB-Cooling Tower EfficiencyDocument2 pagesAB-Cooling Tower Efficiencywaheed2286No ratings yet
- AB BrominationDocument2 pagesAB Brominationwaheed2286No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Acetic AnhydrideDocument1 pageAcetic AnhydrideCarlos Vargas de MontoyaNo ratings yet
- ASTM 4530 2003 Residuo Carbonoso PDFDocument7 pagesASTM 4530 2003 Residuo Carbonoso PDFMaria BradaNo ratings yet
- 8 Meccfeb16 7995Document13 pages8 Meccfeb16 7995vsdfsd258No ratings yet
- Clean Agent Hand Portable Extinguishers: FeaturesDocument4 pagesClean Agent Hand Portable Extinguishers: FeaturesLuis Orlando Cosme JiménezNo ratings yet
- Cellulose Nanocrystals: Synthesis, Functional Properties, and ApplicationsDocument10 pagesCellulose Nanocrystals: Synthesis, Functional Properties, and ApplicationsFekadu AberaNo ratings yet
- Rhenoslab Vc40epdm en RCCDocument2 pagesRhenoslab Vc40epdm en RCCrenagoncNo ratings yet
- A 5 FDocument3 pagesA 5 FJames CaicedoNo ratings yet
- Instructor Materials: M M P S N - M S N/A O NMS T N/A F M E W Msfmew 5 HDocument42 pagesInstructor Materials: M M P S N - M S N/A O NMS T N/A F M E W Msfmew 5 HMuhammad RizwanNo ratings yet
- Understanding Selectivity of Hard and Soft Metal Cations Within Biological Systems Using The Subvalence ConceptDocument16 pagesUnderstanding Selectivity of Hard and Soft Metal Cations Within Biological Systems Using The Subvalence ConceptAnother Gaming MailNo ratings yet
- Transport in Plants. CAPE Biology.Document5 pagesTransport in Plants. CAPE Biology.Rocheal WhittinghamNo ratings yet
- Copper-Brazed Steel Tubing: Standard Specification ForDocument4 pagesCopper-Brazed Steel Tubing: Standard Specification Forrgi178No ratings yet
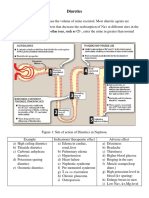
- DiureticsDocument4 pagesDiureticsNazmul Islam AbirNo ratings yet
- IMO Performance Standard For Protective Coating and IACS Common Structural RulesDocument76 pagesIMO Performance Standard For Protective Coating and IACS Common Structural Rulesheobukon100% (2)
- Drug Study: Classification Action Adverse Effect Indication Contraindicat Ion Nursing InterventionDocument3 pagesDrug Study: Classification Action Adverse Effect Indication Contraindicat Ion Nursing InterventionJhevilin RMNo ratings yet
- Rotary Kiln Handbook NEWDocument44 pagesRotary Kiln Handbook NEWkosmc123No ratings yet
- RA 9165: Comprehensive Dangerous Drugs ActDocument52 pagesRA 9165: Comprehensive Dangerous Drugs ActCabagan IsabelaNo ratings yet
- Surface Chemistry of Carbon Blacks and Other CarbonsDocument11 pagesSurface Chemistry of Carbon Blacks and Other CarbonsJoYce Lo100% (1)
- Optimized Ethanol Production From Banana Peel by Alula & Mebrahtom (2014)Document92 pagesOptimized Ethanol Production From Banana Peel by Alula & Mebrahtom (2014)Brielle Serrano100% (1)
- Td0221596enn 002Document48 pagesTd0221596enn 002Andrei BombardieruNo ratings yet
- PQRDocument4 pagesPQRmoonstar_dmeNo ratings yet
- Usama Sumalani Chemistry Notes: Chapter No 1Document18 pagesUsama Sumalani Chemistry Notes: Chapter No 1Xë ShãñNo ratings yet
- Salt Analysis Jeemain - GuruDocument10 pagesSalt Analysis Jeemain - GuruAbdelfattah oufNo ratings yet
- 2 Showers 2Document17 pages2 Showers 2jdwood66No ratings yet
- L 1 F: T C C: Esson Ibres Heir Lassification AND HaracteristicsDocument11 pagesL 1 F: T C C: Esson Ibres Heir Lassification AND HaracteristicsMuhamad RafiqNo ratings yet
- DT-9 - Lesson 4Document8 pagesDT-9 - Lesson 4Amit Kr GodaraNo ratings yet
- DUROXYN EF 900 60X - EN - LetterDocument2 pagesDUROXYN EF 900 60X - EN - LetterFabio Enrique Gomez RamirezNo ratings yet
- Silvercel Non Adherent Made EasyDocument6 pagesSilvercel Non Adherent Made EasyDr-Ahmed H SheblyNo ratings yet
- ASTM D 890 - 98 Water in Liquid Naval StoresDocument3 pagesASTM D 890 - 98 Water in Liquid Naval Storesalin2005No ratings yet
- Plastic Injection Molding TERMS and GLOSSARYDocument9 pagesPlastic Injection Molding TERMS and GLOSSARYDanny Martinez100% (1)
- Potency Testing of Cannabinoids by Liquid and Supercritical Fluid Chromatography Where We Are, What We NeedDocument11 pagesPotency Testing of Cannabinoids by Liquid and Supercritical Fluid Chromatography Where We Are, What We NeedFranciscoNo ratings yet