You might also like
- PelotaDocument4 pagesPelotaYershon Franks Escalante PancaNo ratings yet
- Aceros TrpticoDocument2 pagesAceros TrpticoYershon Franks Escalante PancaNo ratings yet
- Construcciones AndinasDocument7 pagesConstrucciones Andinasevelin espinoza mamaniNo ratings yet
- Aceros 2Document29 pagesAceros 2Yershon Franks Escalante PancaNo ratings yet
- Computadora PortátilDocument6 pagesComputadora PortátilYershon Franks Escalante PancaNo ratings yet
- Aceros 2Document29 pagesAceros 2Yershon Franks Escalante PancaNo ratings yet
- Perforacion y Voladura FinalDocument79 pagesPerforacion y Voladura FinalYershon Franks Escalante PancaNo ratings yet
- Filo SofiaDocument17 pagesFilo SofiaYershon Franks Escalante PancaNo ratings yet
- Preguntas Derecho ConstitucionalDocument1 pagePreguntas Derecho ConstitucionalYershon Franks Escalante PancaNo ratings yet
- Produccion de Textos 1Document6 pagesProduccion de Textos 1Yershon Franks Escalante PancaNo ratings yet
- Codigo - Ascii PDFDocument3 pagesCodigo - Ascii PDFAlexj Arvil AraNo ratings yet
- LG G7Document7 pagesLG G7Yershon Franks Escalante PancaNo ratings yet
- Convenio 2018 Ei 4semDocument6 pagesConvenio 2018 Ei 4semYershon Franks Escalante PancaNo ratings yet
- Caratulas de YovanaDocument3 pagesCaratulas de YovanaYershon Franks Escalante PancaNo ratings yet
- AlcantarillaDocument3 pagesAlcantarillaYershon Franks Escalante PancaNo ratings yet
- Julia CADocument10 pagesJulia CAYershon Franks Escalante PancaNo ratings yet
- Estudio Hidrológico Cuencas Huancané y Suches - Texto Final 2010Document415 pagesEstudio Hidrológico Cuencas Huancané y Suches - Texto Final 2010chicolokito19No ratings yet
- Produccion de Textos 1Document14 pagesProduccion de Textos 1Yershon Franks Escalante PancaNo ratings yet
- Canis Lupus FamiliarisDocument8 pagesCanis Lupus FamiliarisYershon Franks Escalante PancaNo ratings yet
- Al MonteDocument6 pagesAl MonteYershon Franks Escalante PancaNo ratings yet
- AvesDocument3 pagesAvesYershon Franks Escalante PancaNo ratings yet
- Idioma RusoDocument8 pagesIdioma RusoYershon Franks Escalante PancaNo ratings yet
- Trabajo de EstaticaDocument5 pagesTrabajo de EstaticaYershon Franks Escalante PancaNo ratings yet
- PerrosDocument4 pagesPerrosYershon Franks Escalante PancaNo ratings yet
- BrindisDocument5 pagesBrindisYershon Franks Escalante PancaNo ratings yet
- Objetivos Exposición Ensayos Negociación: Medios ImpugnatoriosDocument4 pagesObjetivos Exposición Ensayos Negociación: Medios ImpugnatoriosYershon Franks Escalante PancaNo ratings yet
- Los Aspectos Procesales AsssssDocument2 pagesLos Aspectos Procesales AsssssYershon Franks Escalante PancaNo ratings yet
- DEDocument5 pagesDEYershon Franks Escalante PancaNo ratings yet
- HerramientasDocument2 pagesHerramientasYershon Franks Escalante PancaNo ratings yet
- JacalDocument10 pagesJacalramon carmeloNo ratings yet
- Accesorios Sanitarios 4 Centros - PascoDocument5 pagesAccesorios Sanitarios 4 Centros - PascoGianelitaRodriguezCardenasNo ratings yet
- Matriz de Evaluacion de ImpactosDocument8 pagesMatriz de Evaluacion de ImpactosDimas Andrade GutierresNo ratings yet
- ¿Cómo Se Fabrican Los Plásticos - Plasticos HitaDocument3 pages¿Cómo Se Fabrican Los Plásticos - Plasticos HitaAlcides GuainaNo ratings yet
- FOSFORERA Adelanto CorregidoDocument34 pagesFOSFORERA Adelanto CorregidozulemacamposanoNo ratings yet
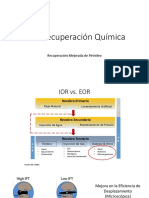
- 07 - Recuperación QuímicaDocument73 pages07 - Recuperación QuímicaDanny HosmanNo ratings yet
- Informe de Laboratorio # 4 Determinacion de PlataDocument8 pagesInforme de Laboratorio # 4 Determinacion de PlataFreddy condori ramosNo ratings yet
- Aplicaciones de Los Aceros Estructurales y de Alta ResistenciaDocument34 pagesAplicaciones de Los Aceros Estructurales y de Alta ResistenciaVictor GonzaNo ratings yet
- Estudio de Las Biomoléculas InorgánicasDocument5 pagesEstudio de Las Biomoléculas InorgánicasJoelVillanuevaNo ratings yet
- Materiales para Reemplazo de Suelos-1Document10 pagesMateriales para Reemplazo de Suelos-1Mariana GonzálezNo ratings yet
- Rezi-Weld Gel Paste StateDocument2 pagesRezi-Weld Gel Paste StateCarlos Wilfredo Noboa SantanaNo ratings yet
- Slurry Seal Con Emulsion Asfaltica Modificada-MicroaglomeradosDocument13 pagesSlurry Seal Con Emulsion Asfaltica Modificada-MicroaglomeradosJames GonzalesNo ratings yet
- Estadistica+Mensual+-+Enero+2023 en WordDocument21 pagesEstadistica+Mensual+-+Enero+2023 en WordAdela CarbajalNo ratings yet
- Dinamica de Fluidos :)Document32 pagesDinamica de Fluidos :)Luis Quinte SalcedoNo ratings yet
- Presupuesto SSHH Campo - PedregalDocument1 pagePresupuesto SSHH Campo - PedregalDenis J. Celis CabreraNo ratings yet
- Presupuesto de Obra: OBRA: IEP 70650 La Pampilla FECHA: Octubre 2018Document14 pagesPresupuesto de Obra: OBRA: IEP 70650 La Pampilla FECHA: Octubre 2018alber apazq quispeNo ratings yet
- Determinación de Grupos Funcionales en Moléculas Orgánicas PDFDocument7 pagesDeterminación de Grupos Funcionales en Moléculas Orgánicas PDFJose Manuel Saldaña OrtizNo ratings yet
- Procedimiento Hot TapDocument6 pagesProcedimiento Hot Tapalex navarreteNo ratings yet
- Ficha Tecnica Panel de Techo MachimbreDocument2 pagesFicha Tecnica Panel de Techo MachimbreEfra Quinto Aire100% (1)
- Introduccion Materiales y Métodos de ConstrucciónDocument15 pagesIntroduccion Materiales y Métodos de ConstrucciónJeanette Lithgow PáezNo ratings yet
- Planilla de Locales BaseDocument2 pagesPlanilla de Locales BaseHoracio GaraventaNo ratings yet
- Dipesal QsiDocument4 pagesDipesal QsiVanessa Peña100% (1)
- Acido BaseDocument2 pagesAcido BaseIgnacio AndrésNo ratings yet
- Flotación de MineralesDocument2 pagesFlotación de MineralesCARLOS ALBERTO GalaNo ratings yet
- Descripcion de Los Trabajos 1939-10-Le21Document2 pagesDescripcion de Los Trabajos 1939-10-Le21Romina Hidalgo VegaNo ratings yet
- Bub. Computo Metrico Palcoma AltaDocument34 pagesBub. Computo Metrico Palcoma Altarene isaacNo ratings yet
- Analitico Final EstadioDocument62 pagesAnalitico Final EstadioJhomas QMNo ratings yet
- PETS # 002 (Fajas Transportadoras) OkDocument4 pagesPETS # 002 (Fajas Transportadoras) OkgilmarNo ratings yet
- Industria CementeraDocument6 pagesIndustria CementeraJorge VidalNo ratings yet
- Que Es El FluxDocument4 pagesQue Es El FluxMrArquitectoNo ratings yet