You might also like
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Optimum Sequence and Minimum Elapsed TimeDocument7 pagesOptimum Sequence and Minimum Elapsed Timekabo busanangNo ratings yet
- Design and ManufacturingDocument49 pagesDesign and ManufacturingThulasi Doss100% (2)
- AMS - Hollier MehodsDocument78 pagesAMS - Hollier MehodsKapil MittalNo ratings yet
- Design of Production SystemDocument31 pagesDesign of Production Systemglynis_rocks7145No ratings yet
- Supply-ChainDocument61 pagesSupply-ChainJackson TeohNo ratings yet
- Flexible Manufacturing SystemsDocument12 pagesFlexible Manufacturing Systemssanketsavaliya7605No ratings yet
- Manufacturing Processes Lecture 1 by Dr Liaqat AliDocument30 pagesManufacturing Processes Lecture 1 by Dr Liaqat Aliirum,No ratings yet
- Project Title ListDocument12 pagesProject Title ListShrishant PatilNo ratings yet
- Supplier Integration, Mass Customization, Issues To Customer ValueDocument43 pagesSupplier Integration, Mass Customization, Issues To Customer Valuebalaji suryaNo ratings yet
- Manufacturing LectureDocument22 pagesManufacturing Lecturemohtram1037No ratings yet
- Flexible Manufacturing Cells & Systems Review QuestionsDocument4 pagesFlexible Manufacturing Cells & Systems Review QuestionsurielNo ratings yet
- CAD CAM Lab ManualDocument29 pagesCAD CAM Lab ManualPrashanth M PrashuNo ratings yet
- EHU-601 Industrial ManagementDocument214 pagesEHU-601 Industrial Managementvivek.birla100% (1)
- Presentation 11Document40 pagesPresentation 11Anam ShoaibNo ratings yet
- Vibratory Bowl Feeder - WorkingDocument1 pageVibratory Bowl Feeder - WorkingKushal SinghNo ratings yet
- Manufacturing and Operations ManagementDocument52 pagesManufacturing and Operations ManagementRohit DhawareNo ratings yet
- CAD CAM CIM Intro PDFDocument59 pagesCAD CAM CIM Intro PDFAishwarya MohapatraNo ratings yet
- IE368 Facilties Layout and Material Handling PDFDocument2 pagesIE368 Facilties Layout and Material Handling PDFloshidhNo ratings yet
- Engineering Maintenance PrinciplesDocument50 pagesEngineering Maintenance Principlesyared Belete100% (1)
- Solving Facility Location Problems with Center of Gravity and P-Median ApproachesDocument30 pagesSolving Facility Location Problems with Center of Gravity and P-Median ApproachesAbhishek PadhyeNo ratings yet
- Design for Logistics SuppliersDocument22 pagesDesign for Logistics SuppliersBarun BhardwajNo ratings yet
- Manufacturing SystemsDocument14 pagesManufacturing SystemsPradeep Kumar MehtaNo ratings yet
- 2 CUPE 217 Facility Layout and DesignDocument35 pages2 CUPE 217 Facility Layout and DesignwelliaNo ratings yet
- Computer Integrated Manufacturing Cat 1Document58 pagesComputer Integrated Manufacturing Cat 1Abid YusufNo ratings yet
- 15me835 PLCM Module 1Document15 pages15me835 PLCM Module 1prashanth prabhuNo ratings yet
- Scheduling and Control of FmsDocument22 pagesScheduling and Control of FmsAbhishek ChadagaNo ratings yet
- Case StudyDocument4 pagesCase StudyDibon John SeronNo ratings yet
- Automation in ManufacturingDocument41 pagesAutomation in ManufacturingOmar AhmedNo ratings yet
- Facilities Planning and DesignDocument2 pagesFacilities Planning and DesignShylaja_j0% (1)
- Industrial EngineeringDocument95 pagesIndustrial EngineeringHamdani NurdinNo ratings yet
- Introduction To Ergonomics 2Document68 pagesIntroduction To Ergonomics 2Jaba PrabuNo ratings yet
- Material HandlingDocument4 pagesMaterial HandlingVaidehiranaNo ratings yet
- Lab 1 - BPMN Models for Hospital, Insurance, Computer Repair & Bicycle ProcessesDocument22 pagesLab 1 - BPMN Models for Hospital, Insurance, Computer Repair & Bicycle ProcessesSepto Aji Passat0% (1)
- 12 Plant Layout and Material HandlingDocument10 pages12 Plant Layout and Material HandlingDrei Vercide Garcia100% (1)
- RT 3 PDFDocument31 pagesRT 3 PDFudayNo ratings yet
- Module 3 PDFDocument55 pagesModule 3 PDFSandeep VermaNo ratings yet
- Unit-3 (Industrial Management)Document48 pagesUnit-3 (Industrial Management)Ankur Agrawal0% (1)
- Assignment 1Document7 pagesAssignment 1Ann Coleen KayNo ratings yet
- Production and Operations Management: MENG 7037Document80 pagesProduction and Operations Management: MENG 7037NEGESA BEKUMANo ratings yet
- TerotechnologyDocument15 pagesTerotechnologyMary Joy Barlisan CalinaoNo ratings yet
- Unit 4 Role of PLM in IndustriesDocument35 pagesUnit 4 Role of PLM in IndustriesSenthilkumaar JSNo ratings yet
- What is a Transfer FunctionDocument27 pagesWhat is a Transfer FunctionNandakumarNo ratings yet
- L1-Design of Machine ElementsDocument35 pagesL1-Design of Machine ElementsNidushan NethsaraNo ratings yet
- Flexible Manufacturing Systems (F.M.S) : A WhitepaperDocument61 pagesFlexible Manufacturing Systems (F.M.S) : A WhitepaperLuptonga100% (4)
- Industrial EngineeringDocument84 pagesIndustrial EngineeringmuetanianNo ratings yet
- Modern Engineering MaterialsDocument15 pagesModern Engineering MaterialsKarthik PallavaliNo ratings yet
- Part 1 - Introduction To Systems EngineeringDocument64 pagesPart 1 - Introduction To Systems Engineeringlord_azureasNo ratings yet
- Ten Principles of Material HandlingDocument44 pagesTen Principles of Material HandlingAmira Jane F. VaelNo ratings yet
- 2robot Applications Main8Document55 pages2robot Applications Main8saikumarNo ratings yet
- Manufacturing Systems - Schemmer MatrixDocument20 pagesManufacturing Systems - Schemmer MatrixSwati JaiswalNo ratings yet
- Terotechnology Teaching TMDocument77 pagesTerotechnology Teaching TMCharles Ondieki100% (1)
- Concurrent Engineering PresentationDocument11 pagesConcurrent Engineering PresentationVignesh Kumar ThenmozhiNo ratings yet
- Production Mamgnt Ch1Document88 pagesProduction Mamgnt Ch1sjaisonsamNo ratings yet
- Introduction To MechatronicsDocument172 pagesIntroduction To MechatronicsArshad AmeenNo ratings yet
- 08AA603-Process Planning and Cost Estimation-Lesson PlanDocument3 pages08AA603-Process Planning and Cost Estimation-Lesson PlanMari MuthuNo ratings yet
- Standards of MeasurementDocument19 pagesStandards of MeasurementAkshay Krishna100% (1)
- Manufacturing Facilities Design & Material Handling: Sixth EditionFrom EverandManufacturing Facilities Design & Material Handling: Sixth EditionNo ratings yet
- ODE general solutionDocument2 pagesODE general solutionLailyNo ratings yet
- Tutorial MaximaDocument3 pagesTutorial MaximaSutrisnoNo ratings yet
- ExercisesDocument19 pagesExercisesClaire Stephanie Colina Berdugo100% (1)
- Cambridge IGCSE: Additional Mathematics 0606/12Document16 pagesCambridge IGCSE: Additional Mathematics 0606/12Ben ChanNo ratings yet
- zx81 Basic ManualDocument112 pageszx81 Basic ManualDaniel StanciuNo ratings yet
- Solved Suppose A Consumer S Preferences Can Be Described by The UtilityDocument1 pageSolved Suppose A Consumer S Preferences Can Be Described by The UtilityM Bilal SaleemNo ratings yet
- Review Exercises: Concept ReinforcementDocument4 pagesReview Exercises: Concept Reinforcementlinh nguyenNo ratings yet
- Amount of Employees by Corporation SizeDocument40 pagesAmount of Employees by Corporation SizeZara O.0% (1)
- A2 Physics Error Propagation 001Document14 pagesA2 Physics Error Propagation 001fresh9129No ratings yet
- NSW Education Standards Authority Mathematics Advanced Year 12 Calculus Topic GuideDocument16 pagesNSW Education Standards Authority Mathematics Advanced Year 12 Calculus Topic GuidemichaelNo ratings yet
- 1st Periodical Exam in Basic Calculus ReviewerDocument10 pages1st Periodical Exam in Basic Calculus ReviewerralphNo ratings yet
- Section 9-1 The Constant e and Continuous Compound InterestDocument15 pagesSection 9-1 The Constant e and Continuous Compound InterestArun GhatanNo ratings yet
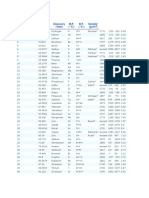
- Symbol Hebrew תירבע Trans-literation* Discovery (Year) M.P. (°C) B.P. (°C) Density* (g/cm)Document79 pagesSymbol Hebrew תירבע Trans-literation* Discovery (Year) M.P. (°C) B.P. (°C) Density* (g/cm)Kameswar MandhataNo ratings yet
- Intergal CalculusDocument20 pagesIntergal CalculusElizabeth ErwanNo ratings yet
- H2 MYE Revision Package Techniques of Differentiation SolutionsDocument5 pagesH2 MYE Revision Package Techniques of Differentiation SolutionsTimothy HandokoNo ratings yet
- Solution Manual For Elementary Differential Equations and Boundary Value Problems 11th Edition by BoyceDocument10 pagesSolution Manual For Elementary Differential Equations and Boundary Value Problems 11th Edition by Boycea8875624330% (7)
- Chapter 1 (MATH11B)Document32 pagesChapter 1 (MATH11B)Ma. Woodelyn ReyesNo ratings yet
- CAPE Pure Mathematics SyllabusDocument139 pagesCAPE Pure Mathematics SyllabusDarnell Gracen100% (1)
- Math1414 Logarithmetic FunctionsDocument10 pagesMath1414 Logarithmetic FunctionsNeelesh YadavNo ratings yet
- Maple Handbook 2009Document133 pagesMaple Handbook 2009Jose Perez PerezNo ratings yet
- Marin Algattus MATH 201 EC Summer 2020 Assignment Midterm Practice Problems Due 06/29/2020 at 11:59pm EDTDocument14 pagesMarin Algattus MATH 201 EC Summer 2020 Assignment Midterm Practice Problems Due 06/29/2020 at 11:59pm EDTgatushawkNo ratings yet
- Control Structures PascalDocument37 pagesControl Structures Pascalazkik90% (10)
- Casio FX 82ex Collectie PDFDocument24 pagesCasio FX 82ex Collectie PDFEricka Shane RiveraNo ratings yet
- SAP BODS Functions GuideDocument17 pagesSAP BODS Functions Guidevenkateshgunti80% (5)
- Laws of LogarithmsDocument12 pagesLaws of LogarithmsKimberly MarasiganNo ratings yet
- General Mathematics: Logarithmic Functions, Equations, and InequalitiesDocument26 pagesGeneral Mathematics: Logarithmic Functions, Equations, and InequalitiesPororo100% (2)
- CALCULUS OF INTEGRALSDocument7 pagesCALCULUS OF INTEGRALSurfriend_jjn05No ratings yet
- CALCULUS 2 - MODULE 1 - Lessons 5 11Document38 pagesCALCULUS 2 - MODULE 1 - Lessons 5 11Kim OpenaNo ratings yet
- IV Maths CalculusDocument130 pagesIV Maths CalculusMikaela AgtarapNo ratings yet