You might also like
- Injection Mold Design: Dr. Naresh BhatnagarDocument65 pagesInjection Mold Design: Dr. Naresh BhatnagarAnkit Bansal88% (8)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Mold Flow AnalysisDocument19 pagesMold Flow AnalysisBittuNo ratings yet
- MPI Fill Analysis of 3D CAD ModelDocument21 pagesMPI Fill Analysis of 3D CAD ModelArmando JimNo ratings yet
- MoldflowDocument12 pagesMoldflowJanaka MangalaNo ratings yet
- Hot Runner SystemsDocument17 pagesHot Runner SystemsAkash Shettannavar50% (2)
- Cooling Analysis Strategies OptimizationDocument19 pagesCooling Analysis Strategies Optimizationamitav.datta100% (1)
- Injection Molding Troubleshooting Flash BurnmarksDocument60 pagesInjection Molding Troubleshooting Flash Burnmarkswawawa1No ratings yet
- Theory of Moulds - ContentsDocument9 pagesTheory of Moulds - Contentsnagesh_sprao19275% (4)
- POM - Delrin Molding Guide-1Document48 pagesPOM - Delrin Molding Guide-1Ana Claudia Machado100% (1)
- Design PrinciplesDocument34 pagesDesign Principlesimwhtiam100% (1)
- Design MoldDocument48 pagesDesign Moldjohnquest75% (4)
- Hot RunnerDocument98 pagesHot RunnerSree Raj67% (3)
- Collapsible CoreDocument100 pagesCollapsible Coremail2saravanaNo ratings yet
- Basic of Mould DesignDocument79 pagesBasic of Mould DesignKamal Krishna Kashyap100% (4)
- Plastic Injection Molding Write UpDocument16 pagesPlastic Injection Molding Write UpVishal MahajanNo ratings yet
- Injection Mould With Hot RunnerDocument17 pagesInjection Mould With Hot RunnerKiran KumarNo ratings yet
- GÜNTHER Hot Runner TechnologyDocument35 pagesGÜNTHER Hot Runner TechnologyjazNo ratings yet
- Part and Mold Design-1Document174 pagesPart and Mold Design-1Ana Claudia MachadoNo ratings yet
- Sample Moldflow ReportDocument16 pagesSample Moldflow ReportSoham PatelNo ratings yet
- Plastic Mould Technology Course 30 DaysDocument14 pagesPlastic Mould Technology Course 30 DaysAnkit NaphadeNo ratings yet
- Runners and GatesDocument35 pagesRunners and Gatesbjdavies2010100% (2)
- Injection Mould PDFDocument256 pagesInjection Mould PDFEdo KarmawiNo ratings yet
- Introduction To Injection Mold DesignDocument78 pagesIntroduction To Injection Mold DesignmimelitaNo ratings yet
- Hot Runners in Injection MouldsDocument364 pagesHot Runners in Injection MouldsAhmed Abdel Moneam Hassanin86% (7)
- Injection Mould DesignDocument160 pagesInjection Mould DesignSaggam Narasimharaju100% (4)
- Design of The Injection MouldDocument19 pagesDesign of The Injection MouldSiddhant Prakash GoyalNo ratings yet
- Injection MoldingDocument58 pagesInjection MoldingPrabhu Chakrawal100% (1)
- PS Injection Mold Tool StandardsDocument107 pagesPS Injection Mold Tool StandardsНикола МедићNo ratings yet
- Moldflow PDFDocument80 pagesMoldflow PDFsandokan_85100% (1)
- Routsis Injection Molding ReferenceDocument94 pagesRoutsis Injection Molding Referencexxxpression100% (1)
- Injection Moulding REPORT PDFDocument10 pagesInjection Moulding REPORT PDFmiraNo ratings yet
- BDD 40903 Injection Mold Design Chapter 5Document35 pagesBDD 40903 Injection Mold Design Chapter 5Churreya Chai LomNo ratings yet
- Plastic InjectionDocument39 pagesPlastic InjectionRishav KumarNo ratings yet
- Plastic Mold MaintenanceDocument5 pagesPlastic Mold MaintenanceHajjaji ImedNo ratings yet
- Arburg Thermoset 522948 en Gb-1Document12 pagesArburg Thermoset 522948 en Gb-1retnadiah354No ratings yet
- (Text Eingeben) (Text Eingeben) (Text Eingeben)Document48 pages(Text Eingeben) (Text Eingeben) (Text Eingeben)Nikola Novakovic100% (1)
- ARBURG-Examples of Multi Component Mould Designs GB PDFDocument40 pagesARBURG-Examples of Multi Component Mould Designs GB PDFkfaravNo ratings yet
- CATIA V5 - Mold Tooling Design CourseDocument2 pagesCATIA V5 - Mold Tooling Design Courseprateekg92No ratings yet
- Plastic Injection Molding Clamp Force CalculationDocument25 pagesPlastic Injection Molding Clamp Force Calculationsharuzi100% (1)
- MoldDesign PDFDocument320 pagesMoldDesign PDFManny GambinoNo ratings yet
- Injection Molding MethodsDocument23 pagesInjection Molding MethodsKi SeyNo ratings yet
- PIM 101 Ebook-1Document33 pagesPIM 101 Ebook-1agniflameNo ratings yet
- Clamping Force & Tonnage CalculationDocument3 pagesClamping Force & Tonnage CalculationJyoti KaleNo ratings yet
- Sigmasoft LSRDocument6 pagesSigmasoft LSRMarta PalenzonaNo ratings yet
- Injection Mold Design Engineering Complete Self-Assessment GuideFrom EverandInjection Mold Design Engineering Complete Self-Assessment GuideNo ratings yet
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlFrom EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Pandeo en InyeccionDocument38 pagesPandeo en InyeccionHector NinoNo ratings yet
- Ejector PinsDocument21 pagesEjector PinssyazwanmahadzirNo ratings yet
- Unit 1Document76 pagesUnit 1RajkumarNo ratings yet
- Designing Extruded Plastic ProfilesDocument7 pagesDesigning Extruded Plastic ProfilesVikram BorkhediyaNo ratings yet
- Injection Moulding Defects GuideDocument10 pagesInjection Moulding Defects GuideAmith S KaratkarNo ratings yet
- m243 ch08Document26 pagesm243 ch08Kuscar GasperNo ratings yet
- 8-1280-13 Pipe Class HF-1Document4 pages8-1280-13 Pipe Class HF-1Jesus MendezNo ratings yet
- Document Controller & Clark ResumeDocument4 pagesDocument Controller & Clark ResumeSimranjit singhNo ratings yet
- Aircraft Structures For Engineering StudDocument3 pagesAircraft Structures For Engineering StudMyname SmaNo ratings yet
- Turbine Bypass SystemsDocument10 pagesTurbine Bypass SystemsZaqPoilmNo ratings yet
- 50X75 Tie Beam 50X75 Horizontal Member: A Proposed Residential HouseDocument1 page50X75 Tie Beam 50X75 Horizontal Member: A Proposed Residential HousefredrickNo ratings yet
- Box Pushing MethodologyDocument13 pagesBox Pushing MethodologyTamizhan_K75% (4)
- Design of An Electrical Installation of A Storey - 15Document11 pagesDesign of An Electrical Installation of A Storey - 15Engr. Najeem Olawale AdelakunNo ratings yet
- KMT - GLOBE - Manual (Ver0.2) - Eng - 16-2026 (2016.08.16)Document21 pagesKMT - GLOBE - Manual (Ver0.2) - Eng - 16-2026 (2016.08.16)Ozi Fawzi100% (1)
- Astm C1319Document2 pagesAstm C1319Alex SalgadoNo ratings yet
- Strain-Induced Crystallization of Natural RubberDocument10 pagesStrain-Induced Crystallization of Natural RubberChanin NgudsuntearNo ratings yet
- Bearing Pressure Under A Base of FoundationDocument37 pagesBearing Pressure Under A Base of Foundationمحمد الذيبانيNo ratings yet
- Differential Equation of The Elastic CurveDocument6 pagesDifferential Equation of The Elastic CurveJithin D MathewNo ratings yet
- Flowhood BrochureDocument1 pageFlowhood BrochurecryogeniczNo ratings yet
- BondingDocument48 pagesBondingjacklinephilip745No ratings yet
- Waste Paper Ash as Cement Replacement in ConcreteDocument84 pagesWaste Paper Ash as Cement Replacement in ConcreteBikila M. Kejela100% (5)
- 17 THPG 14Document2 pages17 THPG 14mr_badihiNo ratings yet
- Mahoney - Table BhubneshwarDocument10 pagesMahoney - Table BhubneshwarTanishqa MauryaNo ratings yet
- Technical Specifications of Kerrogres Vitrified TilesDocument3 pagesTechnical Specifications of Kerrogres Vitrified Tilesamitdey_dey18164No ratings yet
- Hal Ahu BoqDocument16 pagesHal Ahu Boqmdalt9180100% (1)
- Do Mai Lam PHD Thesis. Vapor Phase SolderingDocument105 pagesDo Mai Lam PHD Thesis. Vapor Phase SolderingDo Mai LamNo ratings yet
- MAT 3420 Data SheetDocument3 pagesMAT 3420 Data SheetDiógenes da Silva PereiraNo ratings yet
- FM-200 FIRE SUPPRESSION SYSTEM QUOTATIONDocument1 pageFM-200 FIRE SUPPRESSION SYSTEM QUOTATIONPutra LangitNo ratings yet
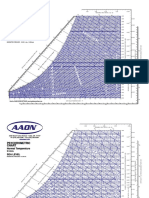
- Aaon ChartDocument2 pagesAaon ChartpabloNo ratings yet
- Difference between weldolet and sockoletDocument3 pagesDifference between weldolet and sockoletWaqas Waqas100% (3)
- Designing High-Lift Airfoils Using Inverse Potential FlowDocument25 pagesDesigning High-Lift Airfoils Using Inverse Potential Flowmarco_cj_orgNo ratings yet
- Kerf Fixing System PDFDocument5 pagesKerf Fixing System PDFstefan cirlanaruNo ratings yet
- Ikeuchi: Air Nozzle CatalogDocument72 pagesIkeuchi: Air Nozzle Catalogsmail ben loulouNo ratings yet
- GKSDocument8 pagesGKSDota NgNo ratings yet
- Korodur Copetti Floor PDFDocument1 pageKorodur Copetti Floor PDFIbrahim SahinNo ratings yet
- Group 12 Constant Mesh GearboxDocument74 pagesGroup 12 Constant Mesh GearboxBirhanu Asfaw100% (3)